
3
Modern Gold Mining Operations
As the supply of gold from existing mines wanes, it is largely replaced by new geologic sources. Although recycling is a way of helping to meet demand for many materials like paper, aluminum, or iron, the amount of gold recovered from recycling does not meet current market demand. As described in Chapter 2, mineral resources do not occur everywhere. Unlike a factory or a manufacturing plant that has multiple options for building sites, mines can only be developed where the mineral resources are located. Because high-grade ore deposits exposed at the surface have largely been discovered and depleted by mining, mining companies are increasingly looking deeper in the Earth or at lower-grade deposits to maintain supply. Recent improvements in technology have also led to profitable production from previously uneconomic, mineralized deposits, or from remining of material that was historically considered “waste.” For example, remining of waste rock is currently being considered at the Brewer Gold Mine Superfund Site in South Carolina.
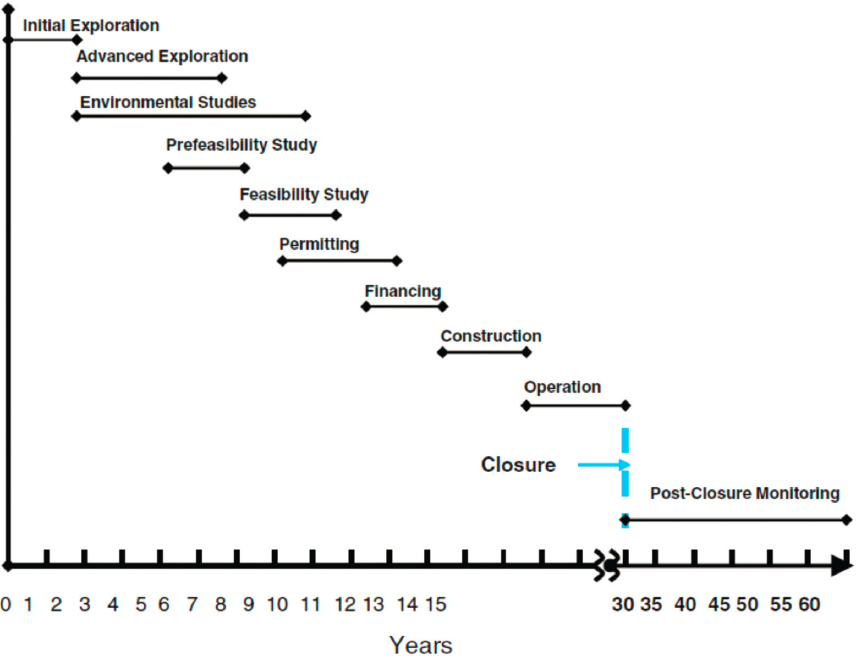
The mere presence of gold does not mean that a mine will be developed. Mining companies must first consider the technical and economic suitability of a deposit for extraction and processing. Developing a new mine can be part of a long, complicated, and expensive endeavor that involves multiple stages, and mining may never prove feasible. Best practices for mine evaluation, planning, and operations use a life-cycle approach, where the entire life of a mining project (see Figure 3-1) is considered at the earliest stages. With these practices, a mine is designed for closure and reclamation from the beginning, and quantitative analyses of environmental and social impacts of all activities during the entire life cycle are considered (Farjana et al., 2021). Mines developed with a life-cycle approach—including meaningful engagement with stakeholders (see Chapter 5), rigorous consideration of local conditions and community concerns, and transparent and ongoing communication—have resulted in mutually beneficial projects (Schoenberger, 2016). In doing its work, the committee learned of projects where failure to consult communities resulted in costly delays, or even abandonment of the project after significant financial investment (Davis and Franks, 2011). The various stages in the life of a mine, from initial exploration to closure and long-term stewardship, are shown in Figure 3-1.
EXPLORATION, EVALUATION, AND DEVELOPMENT
Before a mine can begin operating, a mineral deposit must first be identified, evaluated, and then developed. The identification and development of a gold mine is challenging and complex and requires significant time and financial resources. Only 1 in 1,000 to 1 in 10,000 of prospected sites will become a productive mine (USFS, 1995; World Gold Council, 2022). Before a mine is operational, there are often years to decades of exploration, evaluation, and development (see Figure 3-2). In this section, we will describe these initial stages in the life cycle

SOURCE: Image modified from Minerals Council of Australia (2014).
SOURCE: Image from Ramani (2012). Originally created by Tom Crafford, Alaska Forum on the Environment, Anchorage, Alaska (2008).
of a mine, assess the impact they have on the surrounding communities and environment, and consider any engineering controls that can mitigate the impact.
Exploration
Mineral exploration is a set of activities used to discover economically viable deposits. The methods employed for gold exploration are very similar to exploration for other metallic and nonmetallic mineral resources. Typically, exploration efforts for new mineable prospects are extensions of currently operating mines or nearby regions with similar geologic conditions. Historical mining records, as in the case of recent gold exploration activities in Virginia, are also an indication that viable mineral resources may exist. In the initial stages of prospecting, geologists will analyze regional maps, aerial photography, aerial geophysics, remote sensing imagery, and other available geologic information such as that presented previously in this report. Valuable insight into probable ore formation processes will drive the exploration plan for subsequent exploration data collection needs. A project proponent can begin acquiring environmental baseline data during exploration for permitting decisions and to establish the baseline against which to measure future environmental impacts.
After existing information has been analyzed, and land acquisition and/or permitted access has been established for the area of interest, geologists will examine rock outcrops, map major structures such as faults and folds, and collect detailed soil, stream sediment, and rock samples and other surface information that involves little or no surface disturbance. Exploration geochemistry—the measurement of chemical or chemically influenced properties of a potential ore deposit—can help outline major rock types and the extent of alteration patterns that typically accompany mineralizing systems (Jaacks et al., 2011). Geophysical techniques for estimating physical properties from surface measurements are another means of acquiring exploration information. Some of the techniques used to gather geochemical and geophysical data may involve little or no surface disturbance, and might include collecting small samples of rocks, soil, or sediment that are exposed on the ground surface. Other techniques may involve measuring the seismic, electrical, magnetic, or gravitational properties of the subsurface material with devices that are in contact with the ground surface or aboard vehicles or aircraft. Detailed information on geophysical prospecting techniques can be found in Dentith and Mudge (2014).
While major advances have occurred in remote sensing and geophysical techniques, drilling is the most reliable technique used to confirm or deny the presence of an ore deposit. Some information can be obtained from reverse circulation drilling, which returns only rock fragments, but the best data for assessing a mineral deposit are obtained from core drilling. Core drilling uses a special drill bit that excavates and preserves a tubular section of rock typically 2–3 inches in diameter (see Figure 3-3). The details of each drill hole are extensively logged for
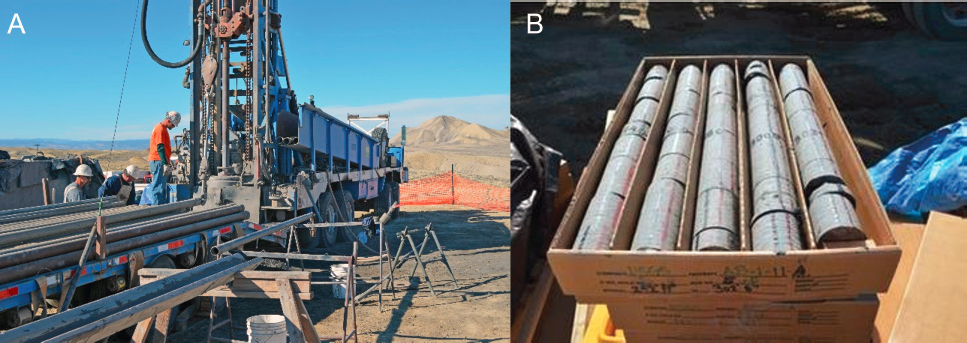
SOURCE: Images in public domain from U.S. Geological Survey (USGS, 2017b).
the rock type, structure, alteration, and ore minerals, and portions of the core are chemically analyzed to determine the location and grade of gold and to identify other associated minerals. Initial exploration drilling (typically core drilling) is focused on discovery and, if the results are favorable, is almost invariably succeeded by “definition drilling” that involves more closely spaced drill holes, to better define the resource. Larger-diameter drill holes may be needed for hydrologic testing and/or to obtain samples for engineering measurements and metallurgical testing. Depending on the deposit and material properties, trenching and excavation may be needed to obtain samples from relatively shallow depths (typically 3–12 feet) for geochemical and metallurgical testing. Discovering and defining a subsurface ore deposit, particularly complex ones that may have been faulted, folded, and deformed, based on a relatively small number of drill holes from the surface can be a very difficult task. It is common for an individual deposit to be explored by multiple companies with different exploration concepts before a potentially economic discovery is made.
Drill pads are sometimes constructed to make room for drilling equipment and, if appropriate access is not available, roadways for moving equipment may also have to be constructed. Depending on the methods and extent of drilling, shallow pits or sumps may be constructed in the drill pad to manage cuttings (fragments of rock) and water associated with drilling. The sumps may include a liner to contain the cuttings or water to control infiltration or sediment transport off-site.
After drilling has ended, best practices for the reclamation of the drill pads, sumps, and access roads include plugging drill holes with concrete or other approved materials, backfilling any excavations or sumps, water management measures, covering any drill cuttings, recontouring the areas so that soil and suitable vegetation can be reestablished, and postreclamation monitoring to ensure successful reclamation.
Evaluation and Development
While it may be technically feasible to mine a mineral deposit and process the mined rock to extract gold, it may not be economically feasible to do so. Therefore, before a mine site is developed, companies complete comprehensive mine project evaluations that include resource evaluation studies, feasibility studies, due diligence reviews, economic evaluations, and risk assessments. Once mineral resources have been estimated, feasibility studies assess processing, metallurgical, economic, marketing, legal, environmental, infrastructure, social, and governmental factors. Engineers determine the mining methods based on the geology, economics, regulatory restrictions, and community concerns. Whether mining engineers select surface or underground mining methods depends mainly on the depth, geometry, and grade of the deposit. Near-surface and lower-grade deposits are mined with surface mining methods while deeper and/or higher-grade deposits are generally mined with underground mining methods. The quantity and quality of analytical data (i.e., the level of confidence in the size and grade of the deposits), the mineralogy, the accessibility of the site, the climate, local resources and availability of supplies, infrastructure such as power and water, property access, permitting costs, and costs associated with environmental compliance can also have a profound impact on the cost of mining and processing and, hence, the economic feasibility. In cases where there has been previous mining or other disturbance, the evaluation includes characterizing past use, evaluating its effect on cumulative environmental impacts, and estimating the cost of mitigating any such impacts during mining and on reclamation. For example, if the mine is in an area with previous gold mining that resulted in mercury contamination, the evaluation should include soil and stream sediment surveys to characterize the extent of contamination and develop approaches to mitigate impact during mining and reclamation (Wang et al., 2012).
Mine development, or the process of constructing site facilities and the infrastructure to support the operation of the mine, typically follows or overlaps with the exploration and permitting phases. This infrastructure generally includes roads, offices, utilities, drainage control structures, processing plants, water treatment facilities, and waste disposal facilities.
Environmental Risks Associated with Exploration and Development
Impacts on the environment during initial exploration are generally minor, localized, and easily reclaimed, but advanced exploration methods and mine site development will be associated with potentially greater impacts. For example, closely spaced “definition drilling” requires more roads and drill pads than may be required during initial
exploration, and the development of a mine site (e.g., roads, buildings) has an even larger disturbance footprint. These larger-scale activities must have expanded plans for mitigating impacts.
Potential impacts of exploration and development can include traffic, lights, and noise. These impacts can be variable, based on the hours of operation and the length and intensity of activity at the site. Although some of these impacts may be unavoidable, the activity schedule and anticipated conditions can be clearly detailed in permits that incorporate the reults of consultation with government agencies and affected communities. The equipment and materials used for exploration are typically mobile and easily removed from the site, leaving no permanent facilities or waste management.
While active exploration and development is occurring, the surface disturbances (e.g., roads, drill pads, trenches, material stockpiles) may be a source of air pollution including fugitive dust, which is comprised of particulate matter. The primary dust control method used by modern mines is water sprays in different forms to suppress dust emissions. Often, mines add surfactants to the water to improve wetting, which increases the capacity to control dust emissions.
Exploration and mine development can create disturbed areas that may increase sediment transport and stormwater runoff. Best management practices can successfully control runoff and reduce erosion during these activities, thereby mitigating potential impacts to surface water. These best management practices may include sediment traps or barriers (e.g., fences, liners, filters, straw or fiber products), diversion channels, landscaping or vegetative controls, and detention ponds or basins. It is best practice to identify and control all major sources, to make it a priority to control “at source,” and to have proper runoff control (EPA, 2021c; Virginia Water Resources Research Center, 2022). For stormwater control, mines often build a series of drainage ditches to intercept runoff (particularly from haul roads) into sediment ponds that allow sediments to settle before the water is discharged. The development and implementation of runoff controls can also include response plans for potential spills or releases of process solutions, fuel, or other substances that might be used at the exploration site. These potential impacts are often short term, as exploration disturbances are easily reclaimed through backfill and recontouring, followed by the reestablishment of soil and suitable vegetation. Although there are limited peer-reviewed studies regarding impacts at mineral exploration drilling sites, some longer-term impacts to local vegetation have been observed (Chambers and Zamzow, 2019).
Surface water or groundwater systems might be locally affected by exploration drilling if the drill holes are not plugged or abandoned appropriately, or if any reactive minerals within the drill cuttings from the hole are not covered and reclaimed appropriately. Groundwater within open drill holes may be affected by lower-quality water or other substances entering the hole at the surface, although the extent of effects would likely be limited and controlled by the quantity of contamination, dilution, and properties of the aquifer. Conversely, artesian groundwater flowing out the open hole or runoff that encounters reactive geologic materials could affect any nearby surface water (e.g., pH, metals, other solutes), depending on the flow rates and chemistry of the mixing waters. Although the potential risks associated with these scenarios are likely minor and limited in extent, the risks can be reduced by using best practices for drill hole plugging and reclamation methods.
Exploration drilling does not require any pumping of groundwater, and drill holes are typically plugged after completion, so groundwater levels should not be substantially affected. Interaquifer mixing can affect water quality in certain hydrologic settings if improperly plugged drill holes intersect multiple aquifers. However, this is not a major concern in the majority of the Blue Ridge and Piedmont regions of Virginia, because most of the region is composed of crystalline-rock and undifferentiated sedimentary-rock aquifers where interconnected fractures host groundwater and mixing naturally occurs. Additionally, groundwater quality in the Piedmont and Blue Ridge regions is generally similar, so extreme changes in aquifer chemistry after mixing would not be expected (Trapp and Horn, 1997).
MINING METHODS
Engineers use many different methods to mine geologic deposits. Mining engineers select and design the mining methods based on the geology of the deposit and surrounding rock (i.e., “host rock”), the configuration of the ore deposit, regulatory restrictions, economic and technological feasibility, and social and community perspectives. The two main categories of mining methods are surface and underground mining, with different mining methods within each category. Mines use surface mining methods for near-surface deposits and underground mining methods for deposits that are too deep to access with surface mining methods. For the gold deposits of
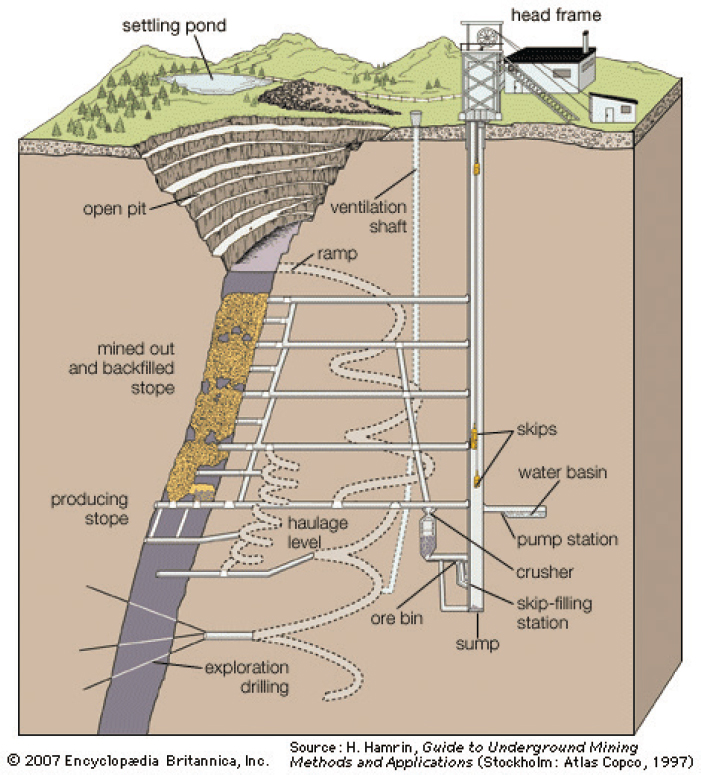
SOURCES: Image from Atlas Copco (2007) and Encyclopedia Britannica (2022a).
Virginia and the geology described in Chapter 2, the likely surface mining method is open pit mining while the likely underground mining methods are those suitable for vein-type gold deposits (see Figure 3-4), such as sublevel stoping, cut and fill, and shrinkage stoping (see the “Underground Mining Methods” section for definitions).
It is important to note that, in some instances, gold may be recovered as a by-product during mining of some other primary metal, and the mining methods used to extract the primary metal might differ from those discussed here. However, the methods discussed in this section represent the methods mining companies are most likely to use when extracting the gold deposits likely to be discovered based on the geology and deposit characteristics described in Chapter 2. This section of the report describes modern large-scale gold mining methods (and not small-scale1 or recreational2 gold mining, which may occur in Virginia) and their possible environmental impacts. Some descriptions of current and historical small-scale/recreational gold mining are discussed in Chapter 1.
___________________
1 Small-scale mining can be defined as “low-tech, labor-intensive mineral extraction and processing carried out mostly by local people” (Hilson and Maconachie, 2020). We use this definition of small-scale mining to differentiate it from industry-scale, or commercial mining.
2 Mining, often by a few individuals, primarily for recreation. This is often limited to panning for alluvial gold in streams.
Open Pit Mining
Open pit mining is a surface mining method in which the excavation can expand laterally and vertically. The method is characterized by mining a series of terraces, called benches (see Figure 3-5), with the ore transported by mining haul trucks or conveyor belts from the mine to the process plant or leach dump piles. Waste rock or any non-ore material that is encountered through mining is also transported out of the pit to waste dumps. The typical processes (the so-called unit processes) of open pit mining are ground fragmentation (to loosen the material and make it possible to excavate), materials handling, and auxiliary processes such as ground control and mine drainage.
In instances where the gold deposit is in weathered rock, ground fragmentation may not be necessary. In other instances where the weathered rock is slightly more difficult to dig, mechanical tools such as bulldozers may be adequate to “rip” the rock prior to excavating the material. However, in most cases, ground fragmentation is achieved by using explosives to break up the rock by blasting. To blast in an open pit, miners drill holes into the rock on a bench (flat surface) and place explosives in the drill holes. Modern blasting agents have almost entirely replaced outdated explosives such as nitroglycerine dynamite which was used from the mid-1800s to the mid-1900s. Blasting agents are classified as (1) dry blasting agents, (2) emulsions, (3) water gel, or (4) slurry blasting agents, which offer varying degrees of water resistance. The most common blasting agents contain from 70–94 percent ammonium nitrate fuel oil (ANFO) (Revey, 1996), which is set off with detonators and boosters. The use of explosives for blasting means mining companies may store and/or transport explosives to the mine sites. The manufacturing, sales, use, possession, storage, and transportation of explosives are heavily regulated by the Bureau of Alcohol, Tobacco, Firearms and Explosives and federal regulations (CFR Title 27) and are also subject to additional State of Virginia Regulations (4VACS25-40 Part VI) and the Virginia State Fire Marshal (§ 27–97 of the Code of Virginia). There are several best practices governing explosives handling and design criteria that guide engineers to ensure on-site worker safety and to minimize the possible impacts of blasting, which include vibration impacts on nearby structures, flyrock from blasts, dust emission, and noise (DOL, 2022; 30 CFR Part 56 Subpart E).
The most common way to load and transport ore and waste rock in open pit mines is via the use of excavators and mining haul trucks (see Figure 3-6). In some instances, the broken rock is crushed (see the “Gold Processing

SOURCE: Photo by Simon Ryder-Burbidge.

SOURCE: Photo in public domain from Brodowsky (2019).
Methods” section), if necessary, to place the mined material on conveyor belts for transportation. In some instances, mine haul roads cross public roads and require traffic control to ensure the safety of all road users.
Besides the main processes of ground fragmentation and materials handling, other activities are required to ensure the smooth running of the mining operation. For open pit mines, these include ground control (the process of ensuring that all excavations are stable, using techniques such as slope stability analysis, slope monitoring and maintenance, meshing, and dewatering) and hydrogeologic assessments. Depending on the hydrogeology, mine drainage systems are designed, built, and operated to collect water that flows into a pit, pump it out, treat where necessary, and discharge the water into the environment (some of the water is used in the processing plant). Mines operate under water discharge permits that stipulate compliance requirements for any water discharged by mines.
Underground Mining Methods
Deeper deposits in Virginia would most likely be mined via selective underground mining methods that would minimize the amounts of material that would need to be handled. There are many underground mining methods, but given the geometry and size of the vein-type gold deposits (i.e., the deeper deposits) likely to be discovered in Virginia (see Chapter 2), sublevel stoping, cut and fill, and shrinkage stoping are the most likely methods (Haptonstall, 2011; Pakalnis and Hughes, 2011; Stephan, 2011). See Figure 3-7 for illustrations of these methods. Sublevel stoping is a large-scale open stoping method sometimes referred to as long-hole or blasthole stoping. This method usually is applied to regular shaped and well-defined ore bodies that require minimal support as they are surrounded by strong country rock. Cut-and-fill mining is a highly selective method fit for steeply dipping high-grade deposits in weak host rock. Many variations of the general cut-and-fill technique exist and mining may occur in horizontal or vertical horizons. Cut-and-fill mining is more expensive than other mining methods because mined-out areas are completely backfilled. The backfill may simply be broken rock, but more likely it is a mix of cement and waste rock, a hydraulic sandfill, or a cemented paste fill (possibly made with spent mine tailings). Shrinkage stoping is most suitable for steeply dipping orebodies (70° to 90°) when the ore and host rock are reasonably competent. In shrinkage stoping, mining proceeds from the bottom upward, in horizontal slices with the broken ore being left in place as a work platform for the next level. Once the ore is removed, the stope may be backfilled or left empty, depending on the rock conditions. While the methods differ in some key respects, they have similar impacts on the environment.
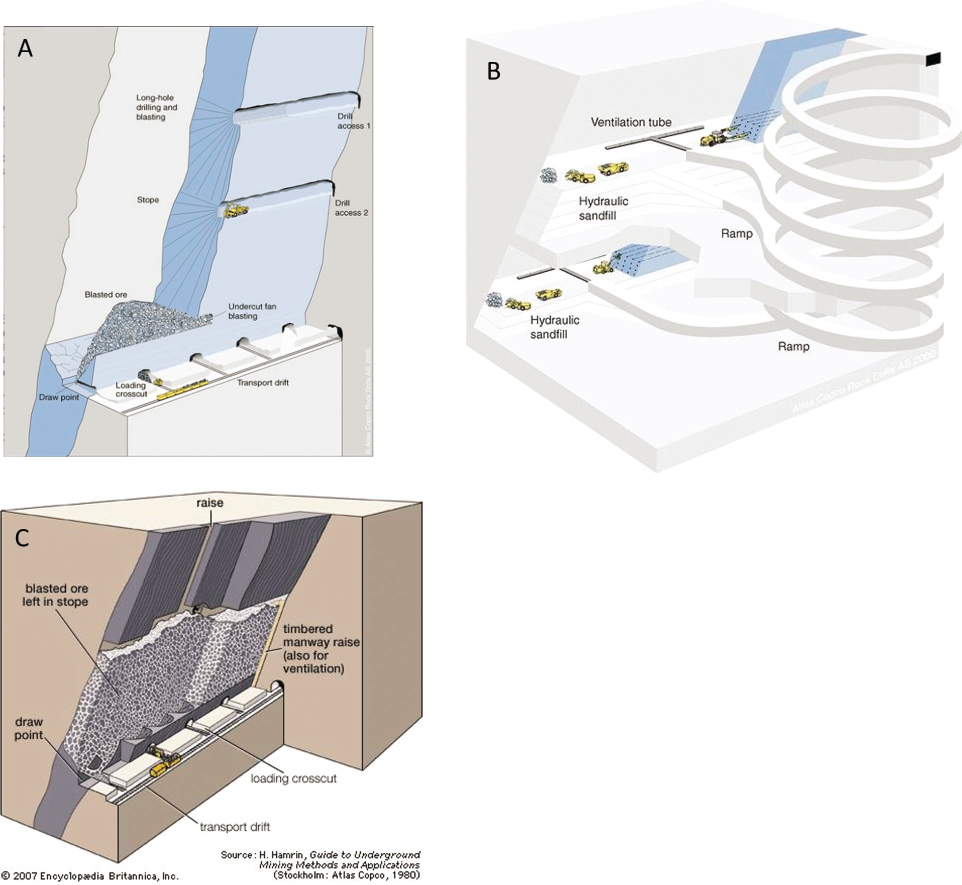
SOURCES: Images modified from Atlas Copco (2007) and Encyclopedia Britannica (2022a).
Similar to surface mining methods, underground metal mining methods involve ground fragmentation, material handling, and auxiliary processes. In underground mining methods, the rock is fragmented during drilling and blasting. Ammonium nitrate-based blasting agents, similar to open pit blasting, are used underground. However, because underground mining uses much smaller drill hole diameters, the use of pre-packaged explosives (in small diameter, flexible, water-resistant packaging) or a pumped emulsion or slurry are more common underground than the dry bulk ammonium nitrate commonly used in surface mining. Packaged explosives typically contain 45–75 percent ammonium nitrate, 8–28 percent sodium nitrate, and small amounts of aluminum (0–10 percent) (Dyno Nobel, 2022). Loading and hauling ore is generally completed using the “load-haul-dump” machine (see Figure 3-8) small haul trucks, or conveyor belts and skips (large “buckets” that move vertically through a mine shaft).
The main auxiliary processes for underground mining are ground control (the process of ensuring the stability of underground mine openings), mine drainage, mine atmosphere control (mainly ensuring good mine ventilation), and personnel transport. Ground control processes vary for the mining methods discussed here. There are engineering guidelines for the design and operation of these mining methods to ensure successful ground control. Owing to the

SOURCE: Image from PJSC Gaysky GOK (2017).
thick regolith (weathered rock) in the Virginia Piedmont that can extend to depths of more than 150 feet in some areas (Pavich et al., 1989), it was historically difficult to maintain good ground control in shallow underground workings in the gold-pyrite belt. At greater depths where the rock is more competent, it is easier to maintain good ground control in underground workings. Mines also build and operate mine drainage systems to collect water that flows into an underground mine, pump it to the surface, treat where necessary, and discharge the water into the environment. Successful mine dewatering ensures the health and safety of mine workers as well as meeting water effluent requirements stipulated by water discharge permits for the protection of the environment. Mines use various techniques to control the mine atmosphere to allow miners and machines to work safely and efficiently. This mainly involves the use of fans and ventilation controls to provide fresh air to working areas and to vent exhaled air and exhaust fumes out of the mine.
Environmental Risks Associated with Mining
Various air pollutants can be generated from mining activities. Since mine roads are generally not paved, truck traffic can lead to significant dust generation on the haul roads. Dust emissions also come from the in-pit crushers that are used to reduce the sizes of the rock, conveyor belts as they transport the ore or waste, and transfer points (where one conveyor transfers material to another or to a receiving hopper or crusher). There are also dust emissions from wind activity over the large areas of exposed land and rock piles (waste dumps and stockpiles of ore). As described in the exploration section, the primary dust control method used by modern mines is water sprays in different forms to suppress dust emissions, but mines can also limit dust emissions by covering conveyor belts and promptly revegetating disturbed areas. Given the smaller surface footprint of underground mines and the wet nature of underground mines, the dust emissions from underground mines are much lower than those from surface mines.
In addition to dust, pollutants such as carbon monoxide, oxides of nitrogen, and volatile organic compounds will be emitted from combustion in fuel-burning vehicles and machines. They can be emitted directly from machinery in surface mines, or from ventilation systems that remove exhaust fumes out of underground mines. Current diesel and gasoline fuels contain low levels of sulfur and emissions of carbon monoxide, and volatile organic compounds and oxides of nitrogen can be reduced through the use of diesel and gasoline engines that meet the U.S. Environmental Protection Agency’s (EPA’s) Tier 4 emission standards (EPA, 2022l).
Individuals living near open pit mines are likely to experience some impacts from blasting, including vibrations and noise. Mines may monitor the noise from blasting and the schedule of blasting may be arranged to minimize impacts to the nearby residents. Mines will also often install seismographs between the mine and nearby structures
to monitor for vibration and regulators use this information to monitor the mine’s compliance. Mines use engineering design criteria (e.g., ISEE, 2011) to minimize vibration and other impacts of blasting such as flyrock. Because of variations in geology, these impacts can still occur in some circumstances.
Because mining requires the clearing of vegetation and the potential rerouting and changes to nearby waterways, it can result in significant habitat loss, which can lead to adverse impacts to biodiversity. Additionally, because the exposed land has no or limited vegetative cover, precipitation can lead to sediment loading of nearby streams. Similar to exploration, modern mines use various techniques including vegetative buffers, sediment traps, and sediment ponds to control sediment loads into nearby streams. For stormwater control, mines often build a series of drainage ditches to intercept (particularly from haul roads) and divert runoff into sediment ponds that allow sediments to settle. Water is tested before being discharged to ensure water quality requirements are met. The impacts of underground mines on biodiversity and stream sediment loading are similar to those of surface mines, although the scale tends to be smaller because the amount of disturbed surface land is less.
Surface and underground mining activities can also affect water quantity and quality. Large quantities of water may need to be pumped out of the ground if the open pit and underground mining horizon is lower than the groundwater table. This can affect the water table and the other users who rely on the same groundwater. The effects of dewatering depend mostly on the local hydrogeology and scale of the operation, and less on surface or underground methods employed. Mining can also lead to the creation of mine-influenced water, which is defined as any surface water or groundwater whose chemistry has been affected by mining or mineral processing (e.g., Durand, 2012; Mashishi et al., 2022). Mines use engineering controls, monitoring, water treatment, and contingency plans to ensure they do not violate their permit conditions that stipulate discharge requirements. Nevertheless, examples of alterations to water chemistry associated with mining include acid rock drainage (ARD), elevated concentrations of dissolved metals, and elevated nitrates associated with blasting activities.
As described in Chapter 2, the mineralogy of ores in the gold-quartz veins in Virginia is characterized by low total sulfide content and ubiquitous carbonate minerals (ankerite and calcite). These veins, by themselves, are unlikely to be significantly acid generating (Seal et al., 1998). However, if massive sulfide bodies are located nearby and are disturbed during mining of the gold-quartz veins, then acidic drainage could be generated. Accurate prediction of acid-producing potential through chemical and mineralogical characterization and geochemical modeling is critical to avoid potential groundwater contamination both during the active mining phases and after the mining and reclamation have been completed. Documents that describe best practices related to the prediction and treatment of acid rock drainage and metal leaching are numerous and include the Global Acid Rock Drainage Guide (INAP, 2014); documents from SME (Gusek and Figueroa, 2009; McLemore, 2008); the Mine Environmental Neutral Drainage Program (Price, 2009); as well as Maest et al. (2005), Paktunc (1999), and White and Jeffers (1994). Modern mines use several techniques to minimize the likelihood of ARD from sulfide minerals in the ore or waste rock, including alkaline addition to ore or waste rock before disposal, lining facilities containing potentially acid-generating material, or controlled placement within buffered material.
Another potential impact that mining may have on surface water or groundwater is the increase of nitrates from explosives used in blasting. Identification of blasting-related nitrates can be complicated as other sources, including agriculture and wastewater disposal, are also significant sources of nitrate (Degnan et al., 2016). However, poor blasting practices and/or poor hydrologic containment around a mine site can also contribute to nitrate loading via surface runoff and to groundwater. ANFO is not water resistant, so wet blastholes must be dewatered, and a blasthole liner or water-resistant product should be used to ensure proper detonation occurs. Proper detonation will ensure the blasting product is wholly consumed, thereby minimizing contaminant effects. Other operational best practices to avoid nitrate contamination from explosive use include loading the blastholes in a manner that avoids excess spillage; following loading practices and procedures for cleanup, disposal, or use of spilled product; documenting any voids, cavities, or fault zones encountered; detonating explosives as soon as is practical; and preventing unnecessary drainage off-site through properly designed runoff and stormwater systems.
GOLD PROCESSING METHODS
Gold has historically been classified as a “noble” metal, namely one that is relatively inert and unreactive. Geologically, it usually occurs in the “native” state—that is as elemental metal, rather than combined with other elements
to form a gold-bearing mineral. Many modern mines around the world extract gold from ores in which native gold is finely dispersed, in close association with other minerals (such as sulfides). The gold in some of these ores is sufficiently fine-grained that it is invisible to the naked eye. In many such ores, the gold is encapsulated by pyrite. It is not practical to extract fine or encapsulated gold directly from the surrounding rock using traditional “gravity” methods (such as panning or sluicing) that rely on the fact that gold is much denser than the minerals with which it is associated. Instead, the ore, or a “concentrate” that is enriched in the minerals with which the gold is associated (such as pyrite), are treated hydrometallurgically. This involves leaching the gold, typically using dilute, alkaline aqueous cyanide solutions, followed by processes to recover the gold in the metallic, elemental state. The leaching agents capable of solubilizing gold cannot attack sulfides. Hence, if the gold in the ore or concentrates is encapsulated by sulfides, it must be oxidized before gold can be leached, unless it is feasible to grind it finely enough to liberate the gold.
As discussed in Chapter 2, the principal known gold deposits in Virginia are low-sulfide, gold-quartz vein deposits with about 1–5 percent pyrite. Volcanic massive sulfide deposits may also contain sufficient gold to warrant extraction, but base metals, not gold, would be the primary metal of material economic interest in Virginia massive sulfide deposits. Low-sulfide, gold-quartz veins would probably be relatively straightforward to treat and if the gold is coarse enough the veins may be amenable to concentration by gravity methods. In contrast, any gold in volcanic massive sulfide deposits is more likely to be encapsulated, or occur with various base metals that might dominate the processing route adopted. Because, as discussed in Box 1-2, the committee considered “gold deposits” to be those deposits where gold is a primary metal of material economic interest, the following discussion of gold processing does not delve into the metallurgical approaches that may be adopted to treat volcanic massive sulfide deposits.
Figures 3-9 and 3-10 are schematic, simplified flowsheets depicting two different processing routes deemed most likely for treating gold ores in Virginia. Figure 3-9 shows the route whereby ore is leached, in large,
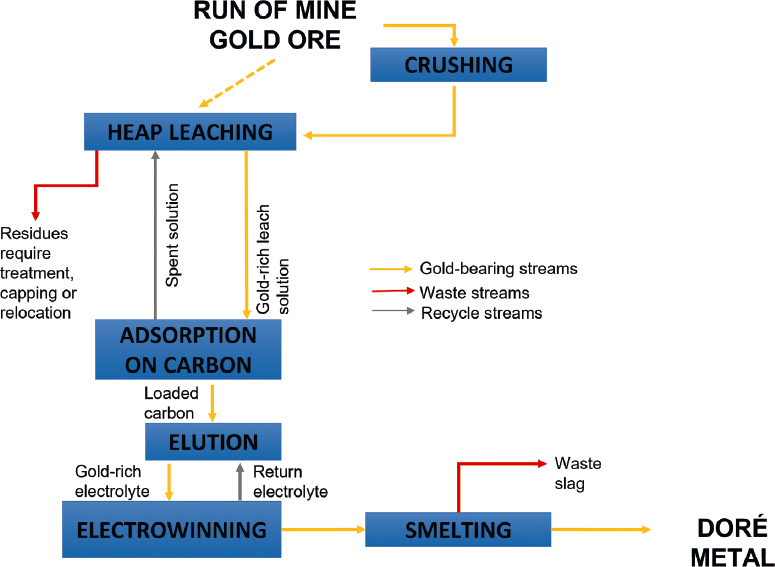
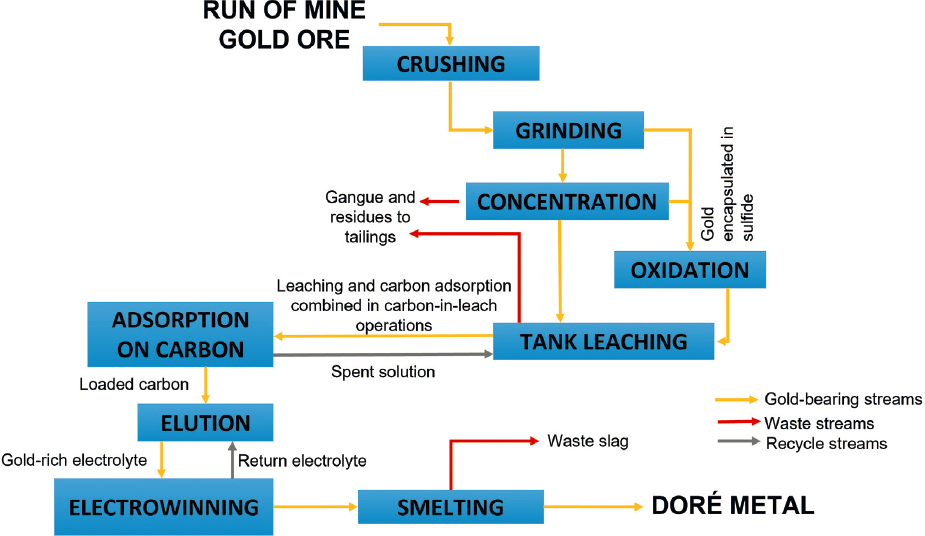
open heaps. Figure 3-10 shows the route whereby ore or concentrate is leached in tanks, with or without preoxidation or flotation. The choice between these alternatives depends on the exact mineralogy of the ore, the size of the ore body, the availability of land near the mine, and the climate, among other considerations that would be explored rigorously during the planning stage. Although heap leaching requires careful water management in regions with high rainfall (Manning and Kappes, 2016), it was used at both the Brewer Mine and Barite Mine in South Carolina (see Box 3-1). Because of this relatively local adoption of heap leaching, it is discussed in this report. It is also possible, given the relatively small scale of many of the gold ore deposits in Virginia and the capital costs associated with building a processing plant, that a mining company would only produce a concentrate on site, using either gravity separation methods, flotation, or both, and then ship it elsewhere, including to another state or country, for leaching and gold recovery. This approach was adopted at the Jamestown Mine in northern California, with concentrates being shipped to Nevada for processing, as well as in the Melville gold mine in Orange County, Virginia, in the 1930s, with concentrates being shipped to the American Metal Company smelter in Carteret, New Jersey, for processing. Because site-specific factors determine the optimal processing route, the committee is not able to state at this time what might be more likely. The individual stages in Figures 3-9 and 3-10 are discussed in more detail below.
Crushing
Mined ore typically comprises a wide range of fragment sizes, from millimeters to meters. Regardless of the subsequent processing route, the ore must first be reduced in size. Crushing, which may be done in covered buildings, underground, or in an open pit to limit emissions of fine particles, is the first step in size reduction, called “comminution.” Crushing involves the application of compressive forces to induce fracture. Jaw crushers,
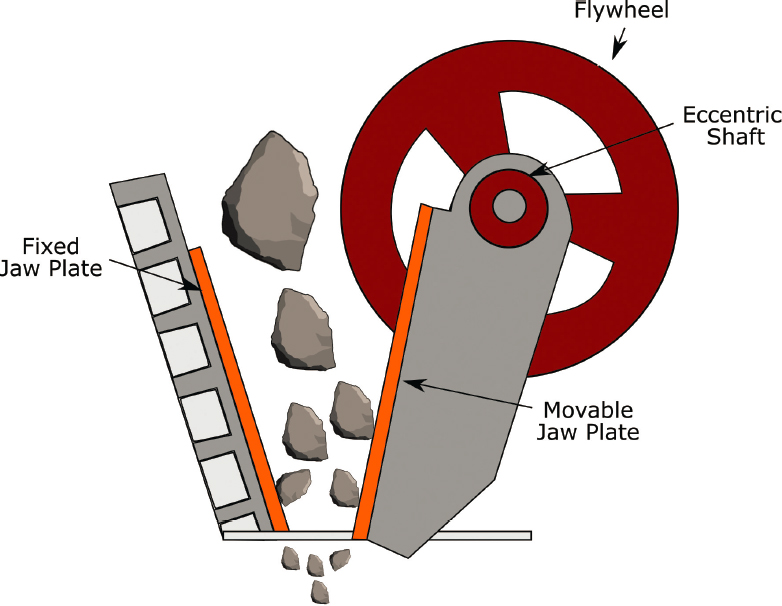
in which ore is fed into a tapering gap between two plates or jaws (see Figure 3-11), and gyratory crushers are most common for primary crushing, the first crushing step. Alternatively, primary crushing may use roll crushers, particularly high-pressure roll mills, where ore is fed continuously between two long rolls moving in opposing directions. Secondary crushers, usually cone crushers, produce particles that have approximately equal dimensions in all directions, while also reducing the size further to below about 15 mm.
Referring to Figures 3-9 and 3-10, if the ore is to be treated by heap leaching, comminution would generally end with secondary crushing. This achieves particles small enough that the leach solution and air can access all parts of the ore particle, and transport gold away, over the duration of treatment in the heap. If large amounts of fines are produced during crushing, they would be reformed into a larger size (agglomerated) prior to being placed on heaps, to ensure that they do not block leach solution flow paths through the heap. If the ore is to undergo concentration and/or oxidation ahead of leaching in tanks, it will proceed to grinding, the final stage of comminution, to achieve the desired particle size.
Grinding
Grinding is generally done in tumbling mills—drums that rotate continuously as a charge of ore, along with a grinding medium if used, passes through the mill (see Figure 3-12). The ore is generally supplied as a wet slurry, which helps control dust. Steel balls or rods are the most common grinding media; these themselves undergo grinding, particularly if the ore is hard, and must be replenished regularly. Some ores are hard enough that milling can be “autogenous,” with no grinding medium. Most gold mines use semi-autogenous grinding (SAG milling), in which falling grinding media, in conjunction with ore particles, are responsible for attrition. SAG mills typically have a high aspect ratio (diameter/length), whereas ball and rod mills have a low diameter-to-length ratio.
Because of the uncontrolled nature of particle breakage in tumbling mills, there can be a large range of particle sizes in the discharge from a mill. The slurry would then be screened or passed through a hydrocyclone to separate
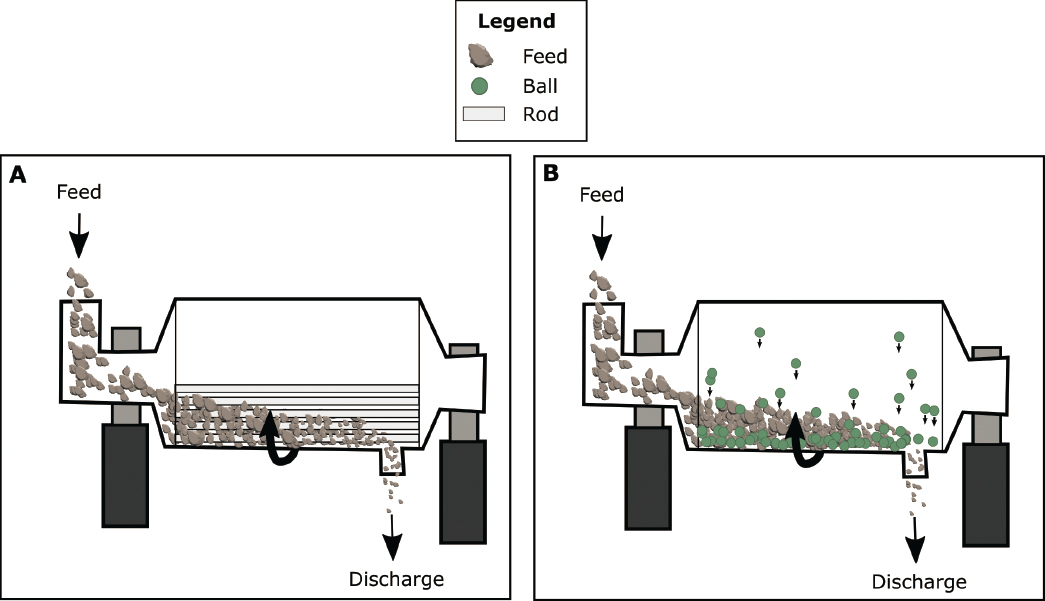
material that is fine enough for the next stage from material that requires further size reduction. The latter is either retained or fed back through the mill for further grinding.
Concentration
Depending on the mineralogy and several site-specific factors, some gold ores would proceed directly to leaching after grinding. Others would be amenable to concentration, or could be leached more effectively as a concentrate. Gravity concentration routes, such as panning (historical), tabling, and centrifuging (Fullam et al., 2016) may be appropriate for ores with relatively large gold grains, and a mineralogy that allows effective liberation of gold from other minerals in the ore. This approach would be used directly after grinding. Overall, however, flotation is likely to be used for upgrading any ores in Virginia because of its efficacy, particularly for ores containing sulfides, such as the pyritic ores in Virginia.
Froth flotation is a physical separation method whereby particles of different minerals in an ore/water slurry are separated on the basis of differing abilities to adhere to the surface of rising air bubbles. Adherence is determined by the relative affinity of a particle for air or water. A hydrophilic (water-loving) surface will tend to remain immersed in water, while a hydrophobic (water-hating) surface has a stronger affinity for air, and hence will adsorb onto the surface of any air bubble that it encounters. A few minerals are intrinsically hydrophobic. More often, it is necessary to use various reagents to induce hydrophobicity in the mineral of interest, and hydrophilicity in the gangue minerals. With an appropriate surfactant that stabilizes the bubbles as a froth (a “frother”), the adhering particles will be retained in a froth phase above the original pulp and can be physically separated from the pulp. For flotation to be effective, the ore should have been ground sufficiently finely that mineral particles rich in gold (the “values”) are physically “liberated” from mineral particles that have little to no gold (the “gangue”).
Table 3-1 presents some of the reagents likely to be used in flotation of gold ores. In addition to frothers, hydrophobicity is induced by adsorption of reagents called “collectors.” These are organic reagents containing a
TABLE 3-1 Reagents Used in Flotation of Minerals, with Examples from Gold Processing
| Reagent Category | Function | Example Likely to Be Used for Gold | Typical Dosage |
|---|---|---|---|
| Frothers | Mild surfactants that stabilize froth above the mineral/water pulp, into which mineral particles being floated report | Polypropylene glycol (PPG); methyl isobutyl carbinol (MIBC) | 60 g/t |
| Collectors | Organic reagents that selectively adsorb on the surface of the mineral to be floated, rendering it hydrophobic | Xanthates, especially potassium amyl xanthate (PAX), along with dithiophosphates and xanthate/dithiophosphate mixtures for free gold and sulfide ores; oily collectors such as thiocarbamates used for native gold | 25 g/t |
| Activators | Reagents that facilitate adsorption of collectors on the mineral to be floated | Copper sulfate—very common; lead nitrate | 100 g/t |
| Depressants | Reagents that adsorb selectively on the minerals that are not to be floated, to promote hydrophilicity | Uncommon when gold is being floated, but guar gum occasionally used; other reagents used when gold or gold-bearing sulfides are being depressed, but this is unlikely for Virginia deposits | |
| pH regulators | Reagents that maintain an optimal pH in the mineral pulp, to control the surface potentials of the different minerals and the dissociation/hydrolysis of other flotation reagents | Mildly alkaline conditions usually needed, achieved with lime additives | As needed to achieve pH of 8–10, usually 8–9 |
SOURCES: Dunne (2016), Kappes et al. (2013), and Teague et al. (1998).
functional group that specifically interacts with the mineral surface, along with at least one hydrophobic hydrocarbon segment that extends out from the surface onto which the collector has adsorbed. With a sufficiently high adsorption density of these molecules or ions, the mineral effectively becomes hydrophobic. Some minerals require “activators,” usually salts whose cations adsorb onto the desired minerals and induce adsorption of the collector. In addition, it is sometimes necessary to use “depressants,” which selectively adsorb onto gangue minerals, inducing hydrophilicity. Finally, the sorption of reagents often depends on the pH of the medium, so pH regulators may be needed to optimize flotation. It should be noted that when processing some complex ores, gold may be depressed while other sulfides are floated (Dunne, 2016). This approach might conceivably be used for processing complex ores containing copper and other base metals, along with gold, should the local mineralogy and processes to be used make it feasible and advantageous to produce both a copper and gold concentrate. In general, the quantity of flotation reagents is very low, especially compared with that of reagents used for leaching. The reason for this is that flotation reagents are used to modify only the surfaces of minerals in a flotation pulp, whereas leaching reagents must chemically dissolve the valuable material throughout the mineral particles. In addition, the process water with which minerals are mixed to create a pulp is usually recycled within the flotation circuit, retaining unused reagents. This minimizes both the cost of water and reagents and the amounts of process water that must be treated and discharged.
Figure 3-13 depicts a continuously operating flotation cell. Feed comprising ground ore mixed with recycled process water is admitted into the cell, where it is stirred to keep the ore particles suspended. Air is supplied to the bottom of the cell, where the stirrer creates small air bubbles. As these rise through the pulp, hydrophobic mineral particles adhere to the bubbles and report to the froth layer at the top of the cell. This layer is removed continuously, yielding a concentrate containing the desired minerals. The gangue minerals report to the tailings, which flow out from the base of the flotation cell. These tailings go to solid-liquid separation in “thickeners” where some process water is recycled and the remaining solid-water mixture goes to an impoundment. As noted above, it is possible that the processing at small mines ends with the production of a gold concentrate, which is transported elsewhere for leaching and gold recovery.
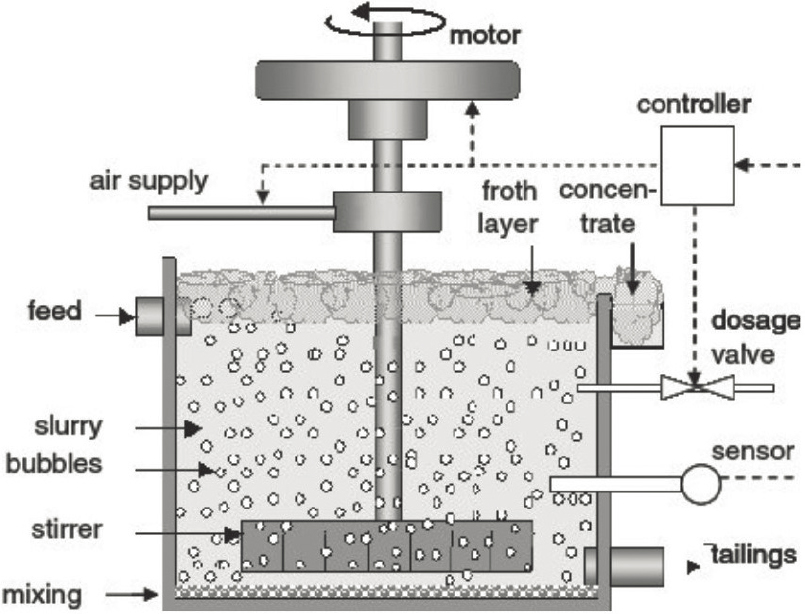
SOURCE: Image from Kramer et al. (2012).
Oxidation
Referring back to Figure 3-10, if the gold concentrate contains sulfide minerals that encapsulate gold particles, the concentrate is either ground finely enough to expose the gold, or is oxidized to destroy the sulfide minerals surrounding the gold. Either process ensures that the lixiviant for gold can physically access the gold particles that must be dissolved during leaching. Oxidation is typically completed using either roasting or autoclaving, both of which are described below. In addition, biological oxidation of sulfides has been used to treat gold ores at a limited number of sites globally. A fourth type of oxidation, using chlorine or hypochlorite, was used at a few mines in Nevada to treat the Carlin-type deposits in Nevada. These ores contain carbonaceous material that readsorbs gold after leaching, thereby significantly reducing gold recoveries, and oxidation of these ores is aimed at destroying the carbonaceous material. Such carbonaceous-rich gold ores are not known in Virginia, and chlorine/hypochlorite leaching is no longer used, hence this approach is not discussed further here.
Roasting
Roasting involves heating ore or concentrates in the presence of air to oxidize pyrite and other sulfides, creating iron (and other) oxides and sulfur dioxide, for example:
| 2FeS2 + 5.5O2 = Fe2O3 + 4SO2 | Equation 3-1 |
No other reagents are needed. Oxidation is typically done in fluidized bed roasters, at temperatures in the range 550–720°C. The reaction in Equation 3-1 is exothermic (meaning that the reaction generates heat), and it is common to blend ore or concentrate with additional pyrite if this is necessary to maintain the roasting temperature
(Hammerschmidt et al., 2016). Fluidized bed reactors create significant dust, which is captured using cyclones, then electrostatic precipitators. Because gold may be present in the dust, it then proceeds to gold leaching, along with the rest of the roasted material. It is evident from Equation 3-1 that large amounts of sulfur dioxide are generated during roasting—this must be captured, along with any other volatiles such as gaseous metallic mercury that may be released during roasting, and is usually used to make by-product sulfuric acid, or absorbed by lime or dolomite (Hammerschmidt et al., 2016).
Pressure Oxidation
Pyrite and other sulfides can also be oxidized by atmospheric oxygen (or oxygen-enriched air) in aqueous solution at temperatures in the range 180–225°C, which is much lower than the temperatures needed for roasting. As for roasting, the exothermic oxidation of pyrite provides the heat needed to maintain optimal operating temperatures, provided there is enough pyrite in the feed. Sufficient oxygen is admitted to ensure that sulfide is fully oxidized to sulfate. No other reagents are needed. Elemental sulfur, which forms under moderately oxidizing conditions and at lower temperatures, must be avoided because it encapsulates gold and reacts with cyanide during leaching to form thiocyanate, thereby increasing cyanide consumption and costs (Thomas and Pearson, 2016). The sulfate appears as sulfuric acid, not as a sulfate salt, because of the hydrogen ions generated during oxidation, as seen in Equation 3-2. If the ore or concentrate contains enough carbonate minerals, the acid is neutralized. Otherwise, the oxidized feed must be neutralized before proceeding to leaching, which usually requires alkaline conditions. The overall reaction occurring during acidic pressure oxidation is
| 2FeS2 + 7.5 O2 + 4 H2O = Fe2O3 + 4 H2SO4 | Equation 3-2 |
Autoclaves (gas-tight, sealable pressure vessels) are needed to withstand the pressure generated by aqueous solutions at temperatures above the boiling point. Figure 3-14 shows a plan and elevation view of a horizontal, multicompartment autoclave typical of those used in gold processing. Each compartment is separated from adjacent compartments by a weir. The height of the weirs decreases in the direction of the slurry flow, thereby affording control of the overall residence time. Conditions within an autoclave are extremely corrosive. As a result, the pressure vessels are usually lined with a protective layer of lead, along with acid-resistant brick that contacts the slurry.
When pressure oxidation is done on concentrates, rather than whole ore, the amount of material passing through the autoclaves can be much lower, which may save capital and operating costs, because much of the gangue from the ore has been eliminated, provided concentration is efficient with minimal loss of gold to the tailings. However, whole ore has sometimes been treated by pressure oxidation. At the Homestake McLaughlin Mine in Northern California, and the Barrick Goldstrike Mine in Nevada, whole ore high in pyrite was, or continues to be, oxidized prior to cyanidation.
Biooxidation
An alternative approach to oxidation of sulfides that encapsulate gold is to use biooxidation by sulfide-oxidizing microorganisms. These microorganisms are present in the natural environment, where they are responsible for the weathering of sulfide minerals. Sulfidic gold ores may be biooxidized in heaps (the engineering and operation of which is discussed below), in which case the ore is agglomerated with an acidic solution containing appropriate microorganisms selected to withstand the operating temperature, which in turn would depend on the sulfide content of the ore (Brierley, 2016). Newmont Mining Company used this process at Gold Quarry, Nevada, from 1999 to 2006. Newmont discontinued biooxidation because the pyrite was needed to maintain the heat balance in their autoclave (Corale Brierley, personal communication, 2022). Alternatively, instead of oxidizing on heaps, oxidation can be done in stirred tanks. This process of bioxidizing concentrates in tanks was first used commercially in 1986 in South Africa and the largest plant currently utilizing this process is in Kokpatas, Uzbekistan (Metso:Outotec, 2022).
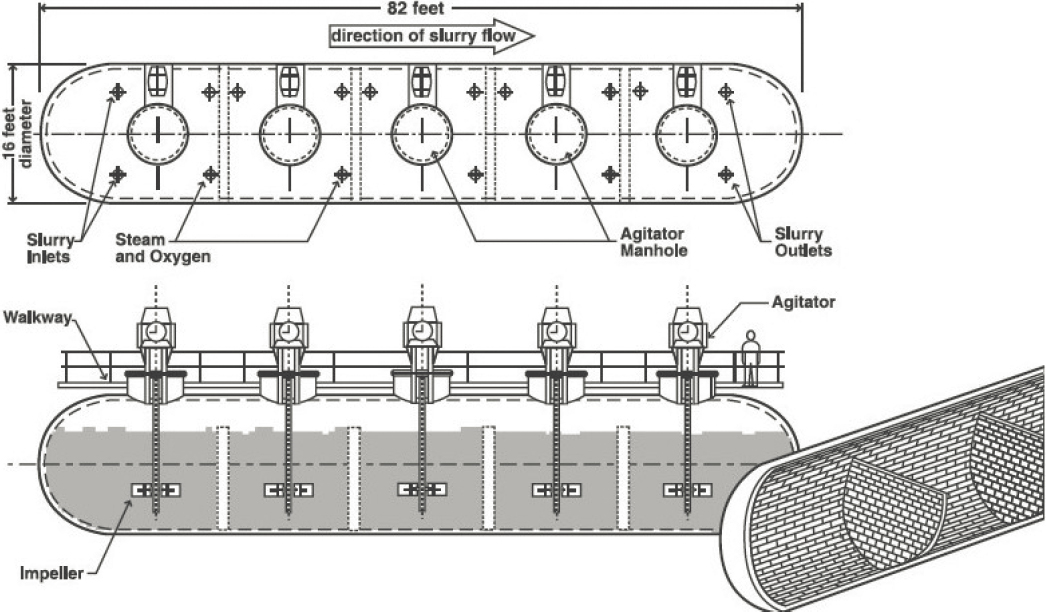
SOURCE: Image from Thomas and Pearson (2016).
Leaching Agents (Lixiviants)
Any gold ores mined in Virginia would almost certainly be treated by leaching, although, as mentioned above, this need not be done at the mine site. While mercury was previously used in historic mines for gold recovery, it is no longer employed in modern commercial gold mining operations because of its toxicity, propensity to bioaccumulate in food webs, and persistence in the environment (see Box 3-2).
Gold is, of course, a noble metal. It is valued because it is extremely unreactive, and many uses of gold depend on this lack of reactivity. As such, it is difficult to dissolve gold in neutral-pH water or aqueous solutions at ambient temperatures—this requires an agent that can oxidize the gold, and another that can stabilize gold in aqueous solutions by complexation. Aqua regia, a mixture of concentrated hydrochloric and nitric acids, has traditionally been used to dissolve gold—in this scenario the nitric acid serves as a powerful oxidizer, while chloride complexes gold. However, this reagent would be impractical to use on the scale needed for processing gold ore or concentrates. Alkaline cyanide solution (pH 9.5 to 11) (Manning and Kappes, 2016) is by far the most common leaching agent (i.e., lixiviant) used for gold. Cyanide forms extremely stable gold complexes, allowing gold to be oxidized by atmospheric oxygen in relatively dilute cyanide solutions, typically 100 to 600 ppm NaCN (0.01 to 0.06 percent) for heap leaching (Bleiwas, 2012). Unfortunately, cyanide itself is acutely toxic to humans and non-human biota. In addition, it forms stable complexes with other metals such as copper, which significantly increases reagent costs should these metal ions be present in the ore (e.g., as sulfides such as chalcopyrite or sphalerite).
Because of the toxicity of cyanide, significant effort has been made to identify alternative lixiviants. The most widely researched of these are thiourea, thiocyanate, thiosulfate, and halides (iodine or bromine). None of these
is as effective as cyanide; the complexes that they form with gold ions are orders of magnitude less stable, necessitating higher concentration of the lixiviant than used for cyanide (Aylmore, 2016). For example, Aylmore (2016) cites typical concentrations of 0.13M for thiourea, 0.01M to 0.05M for thiocyanate, and 0.05M for thiosulfate. More strongly oxidizing conditions are also needed, as seen in Figure 3-15, which shows the typical operating regions for different lixiviants on an Eh-pH diagram (also known as a Pourbaix diagram). The operating windows for Eh (a measure of oxidizing potential) for the noncyanide lixiviants are narrower than that for cyanide, which dictates closer engineering control during leaching. Thiosulfate and thiourea themselves also oxidize at the potentials needed to oxidize gold, which increases reagent consumption (Aylmore, 2016) and generation of decomposition products, all of which are skin irritants. Thiourea and thiocyanate are also toxic, and thiourea is a suspected carcinogen. Thiosulfate has been used commercially at Nevada Gold’s Goldstrike Mine operation, using copper ions to catalyze oxidation (Aylmore, 2016). Despite extensive research, neither thiourea nor thiocyanate has proven viable enough for commercial adoption. Given the dominance of cyanide as a lixiviant for gold, the remaining discussion on gold leaching and subsequent processing focuses on cyanide solutions.
Heap Leaching
As discussed earlier, heap leaching is most commonly used in arid regions, because high rainfall levels necessitate careful water management. In the United States, and globally, stirred tank leaching produces significantly more gold than heap leaching. Nevertheless, because two gold mines in South Carolina (Brewer and Barite; see Box 3-1) used heap leaching, it is discussed first here. As shown in Figure 3-9, heap leaching would typically occur after crushing of gold ore. If the crushed ore contains significant quantities of fine particles, it is advantageous to agglomerate, or reform the fine particles into larger particles, ahead of leaching. This prevents localized
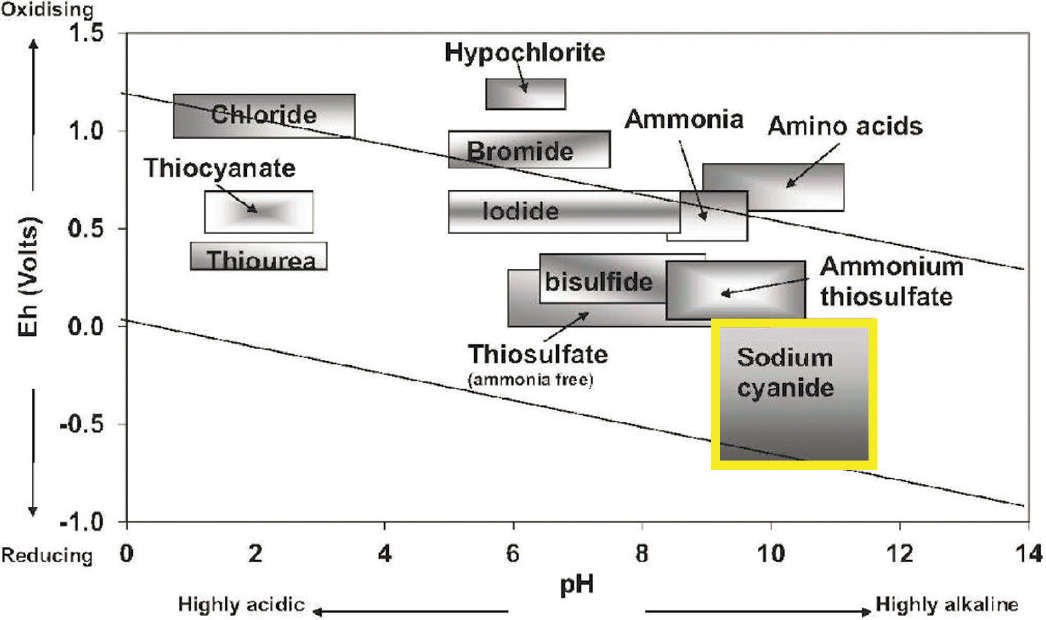
SOURCE: Image from Aylmore (2016).
accumulation of fines that impair flow of the leach solution through the stack. Prepared ore is stacked into layers called “lifts” on pads lined with impermeable material to prevent leakage, with leachate collection systems (see the section on tailings management, below, for more detail on liners and leachate collection systems). “Spent” leach solution, or solution that does not contain gold, is applied using drippers or sprinklers. The leach solution percolates through the heap, dissolving gold, and when it reaches the base of the lined pad it is collected and sent into a pond. The gold-bearing solution, called a “rich solution,” is treated to recover gold (see below), after which the solution returns to the spent pond for reuse, after adjustment of its solution chemistry. Heap leaching has low capital and operating costs, but it is slow, with leach cycles typically spanning 45 to more than 100 days (Bleiwas, 2012). After leaching, additional ore may be added to create a new lift (see Figure 3-16A, which shows multiple lifts on a single pad). Occasionally, the ore is removed to a spent ore pile, as depicted in Figure 3-16C. Valley-fill heap leaching (see Figures 3-16A and 3-17) is used when there is little flat ground available for construction of flat leach pads. Instead, leach piles are constructed within valleys, with an engineered dam to retain ore during leaching along with the liners needed to retain gold-laden leach solutions. Given the typical landscape in the Virginia Piedmont, any heap leaching that may be used would most likely be on flat leach pads or valley fill, depending on the local topography at the site.
When ore is removed from reusable heaps, or heaps are decommissioned, the ore is rinsed thoroughly to remove residual cyanide. The rinse solution is reused as make-up water for leach solutions, so that the residual dissolved gold is recovered. During mine decommissioning, the rinse solution can be treated with carbon to remove residual gold, and the remaining cyanide is destroyed by oxidation, which can be accelerated using either chemical or microbial processes. Chemical treatment options include the use of hydrogen peroxide or alkaline chlorination with bleaching powder, sodium hypochlorite, or liquid chlorine (Dong et al., 2021).
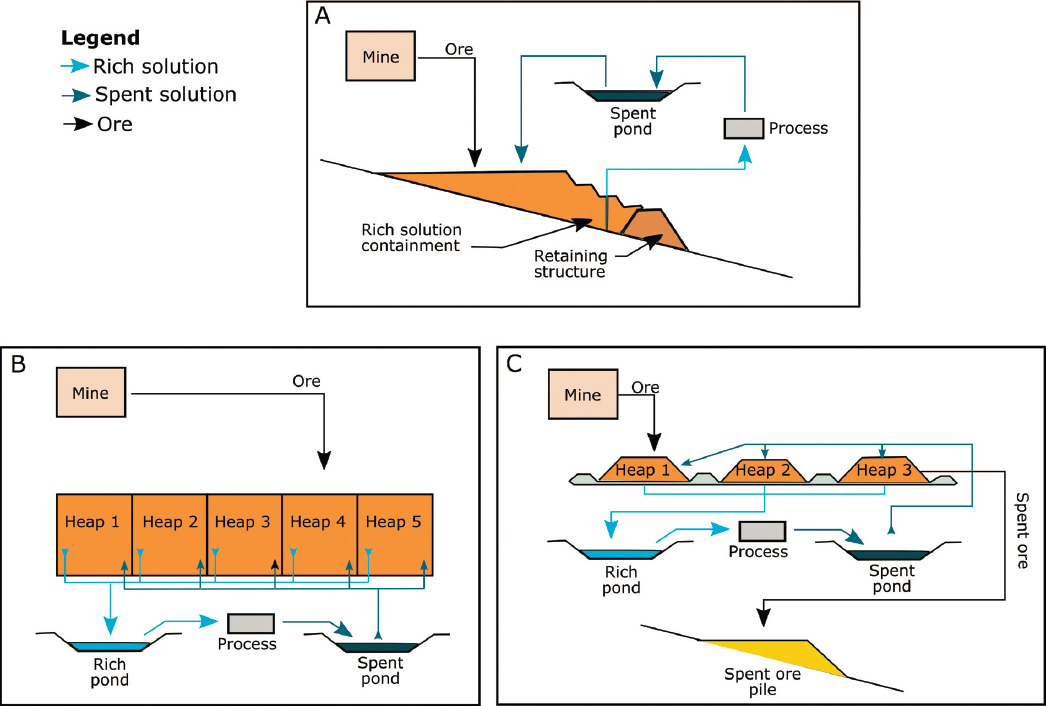
SOURCE: Image from Bleiwas (2012).
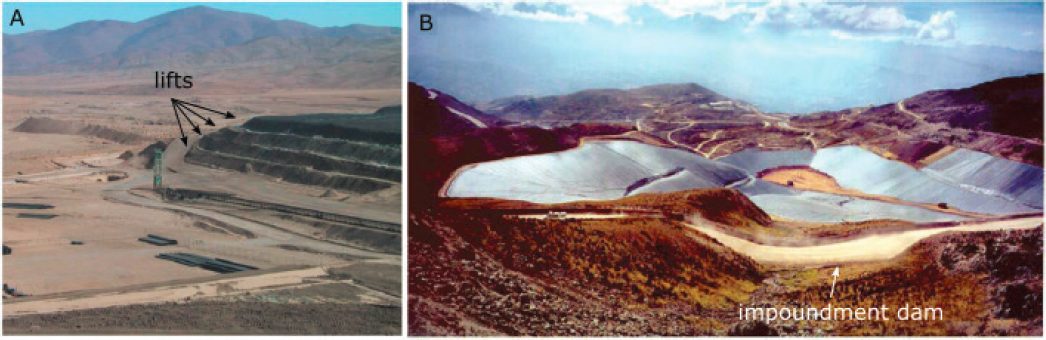
SOURCE: Images from Bleiwas (2012).

Tank Leaching
As shown in Figure 3-10, tank or vat leaching would follow crushing, grinding, and flotation of ore, possibly with oxidation of the resulting concentrate to expose gold grains. Leaching is usually done at ambient temperature, and requires aeration to oxidize the gold, which is dramatically facilitated by complexing by the lixiviant. Generally, a series of tanks is used (see Figure 3-18) and a gravity feed controls the overall residence time during leaching. Agitation is usually provided with impellers, although Pachuca tanks, one particular design of tank, are engineered to provide agitation through the convective flow induced by forcing air into the base of the tank. In contrast with heap leaching, tank leaching has higher capital and operating costs, but is much faster, on the order of a day or so, and may yield higher recovery. As such, it may be economically comparable to heap leaching, depending on site-specific considerations.
Carbon (or Resin) Adsorption and Elution
Whether gold ore or concentrates have undergone heap or tank leaching, the resulting rich lixiviant solution is too dilute for efficient recovery of the gold by electrolysis, the most common method used now to recover gold (discussed below). Because of this, activated carbon is usually used to concentrate the gold, although synthetic ion-exchange resins have also been developed for this purpose. Carbon has a strong affinity for gold cyanide complexes and will adsorb these from relatively dilute rich leach solutions. Granular coconut-shell carbon or extruded carbon derived from peat are commonly used (Staunton, 2016); this carbon must have a high capacity for gold and be mechanically strong and abrasion resistant. When loaded, the carbon is then eluted in columns with an alkaline cyanide solution. Because the volume of eluent is much smaller than that of the rich leach solution,
the resulting solution obtained by elution (eluate) is much more concentrated in gold, which can then be recovered efficiently, as described below.
In the case of tank leaching, carbon adsorption or ion exchange is usually integrated with leaching, in carbon-in-leach (CIL), carbon-in-pulp (CIP), or resin-in-pulp (RIP) configurations. Carbon in pulp is the most common of these, although CIL is increasing in popularity (Staunton, 2016). After some of the leaching has occurred, the pulp flows into a series of tanks, where it encounters carbon, which adsorbs gold from the leach solution. Countercurrent movement of the carbon and pulp streams ensures optimal utilization of the carbon, and optimal leaching. Resin-in-pulp operations are very similar, but use ion-exchange resin rather than carbon. In a carbon-in-leach process, carbon is present in all leach tanks.
After heap leaching, clarified rich leach solution flows through columns loaded with carbon, which adsorbs gold from the leach solution. After gold removal, the spent leach solution returns to leaching. When a column is fully loaded, it is eluted with eluent (a more concentrated cyanide solution that reverses the sorption reaction), thereby generating a (relatively) concentrated solution for gold recovery. The column can then return to adsorption mode after reactivation (Costello, 2016). Similarly, carbon (or resin) from CIP, CIL, or RIP processes would undergo elution before being returned to leaching. Various reagents have been used or studied for eluting resins. The selection of these depends on the nature of the resin, and the nature of any non-precious metals that may be present in the leach solution. The interested reader is referred to Kotze et al. (2016) and references therein for further details.
Gold Recovery
Returning to Figures 3-9 and 3-10, once an eluate concentrated in gold has been generated by elution of loaded carbon or resin, it proceeds to gold recovery. The crucial part of this stage is reduction of the dissolved gold to the elemental, metallic state, which results in its precipitation from solution.
Electrolysis
Electrowinning is the most commonly used method of recovering gold from eluate. The eluate is electrolyzed in cells in which gold is deposited on the cathode, while oxygen forms at the anode:
| Cathode: Au(CN)2− + e− = Au + 2CN− | Equation 3-3 |
| Anode: 4OH− = O2 + H2O + 4e− | Equation 3-4 |
Good fluid flow and cathodes with high surface areas are needed to prevent concentration polarization (which would result in hydrogen forming at the cathode and low current efficiencies). Woven stainless steel cathodes are now common, with periodic pressure jetting to remove deposited bullion-sludge (Costello, 2016).
Merrill-Crowe Process
The oldest commercial method of recovering gold from solution, the Merrill-Crowe process, uses powdered metallic zinc as a chemical reducing agent. Being more reactive than gold, the zinc is oxidized, and dissolves as zinc cyanide complexes:
| 2Au(CN)2− + Zn = 2Au + Zn(CN)42− | Equation 3-5 |
This process yields a powdery gold deposit, contaminated by undissolved zinc along with other contaminants. The deposit is filtered, dried, and usually proceeds to smelting. The Merrill-Crowe process does not require preconcentration of leach solutions from heap or tank leaching, but does require good clarification and filtration, which are costly. Although largely superseded by electrolysis (and not shown in Figures 3-9 and 3-10), Merrill-Crowe recovery remains useful for treating gold ores with relatively high silver or mercury content, or eluates that contain high levels of dissolved organic compounds (Walton, 2016).

SOURCE: Image by Schoemaker (2022).
Smelting
After metal recovery, the impure gold is smelted, typically in a crucible furnace, at high temperature with fluxes under oxidizing conditions to remove the nonprecious impurities, such as steel that may have come from cathodes in the case of electrolysis, or undissolved zinc after Merrill-Crowe recovery. These oxidized impurities report to a slag phase, which is immiscible with gold, and is tapped off during casting. If the gold-bearing sludge from electrolysis or Merrill-Crowe treatment contains mercury, this must be removed ahead of smelting in a retort furnace operating at moderate temperature, which vaporizes mercury. The mercury is collected in a condenser for sale or disposal, and the gases leaving the condenser are scrubbed using either a wet scrubber or sulfur-impregnated carbon (KCA, 2020). The residual liquid metallic phase is an alloy of gold with any silver called doré metal. This is cast into bars (see Figure 3-19), which are then transported to a specialist gold refinery.
Environmental Risks Associated with Modern Processing
The potential impacts associated with gold processing include noise generated by machinery, the emission of air pollution, and the potential release of chemicals to surface or groundwater. A properly designed and operating plant will control such emissions. As discussed above, process solutions are recycled as much as possible. Tailings and leach residues are treated to reduce cyanide concentrations before emplacement in tailings storage facilities. Nonetheless, despite such best practices, human error and extreme climatic events may lead to rare failures.
Air quality could be affected by crushing, grinding, roasting, and smelting, and requires controls to prevent or reduce release of fugitive dust, sulfur dioxide, and other gaseous elements such as mercury. These emissions are generally controlled through the use of water sprays to depress fugitive dust production, sulfur dioxide capturing
systems, and other air scrubbers, such as mercury abatement control devices. In contrast to roasting that releases sulfur dioxide, autoclaving converts sulfide (in pyrite) to sulfuric acid, which does not become airborne.
Surface water and groundwater quality could also be affected upon engineering failure and spills via the release of cyanide or flotation reagents. The release of significant quantities of flotation reagents is highly unlikely given the low concentrations in which they are used; the committee is unaware of any references to cases where accidental release of flotation solutions caused environmental damage, but did find studies that indicated that many flotation reagents were nonlethal to fish at concentrations typically used (Fuerstenau et al., 1974).
Because of both its acute toxicity and historical cyanide release events (see Box 3-3), extreme care is needed in managing all materials and solutions containing cyanide. Cyanide could potentially be released from failures of leaching tanks, heaps, ponds or from accidental spills from CIP, CIL, or RIP circuits. Although cyanide degrades rapidly in the surface environment, it can persist for longer periods of time in complexed forms and in groundwater, and some of its degradation products can be problematic. Cyanide also forms volatile hydrogen cyanide when the pH falls below 9, which necessitates careful pH control, including neutralization of any acid that may have been formed during oxidation of sulfidic ores or concentrates.
Beyond engineering failures, another potential impact of cyanide is the possible exposure of wildlife, particularly migratory birds, to leach solution at the mine site during regular operations. This exposure is most likely from either spent or rich ponds, particularly in arid regions where there are few other drinking water sources, along with tailings facilities. Numerous strategies have been devised to deter wildlife (e.g., netting and fencing, noise deterrents) and are generally effective. Virginia hosts diverse wildlife including many species that are dependent on surface water, such as pond breeding amphibians, that might require modified types of deterrents to ensure their efficacy. Tank leaching has less potential than heap leaching to accidentally harm wildlife, because the leach solutions are stored in tanks in operating plants that are less accessible/attractive to wildlife.
Many mining companies have voluntarily been certified as compliant with the International Cyanide Management Code (2022) to ensure that they are following best practices to minimize risks to human health and the environment when using cyanide. The Cyanide Code was one of the earliest standards and certification programs developed for the mining industry and it has been successfully adopted around the world to help companies improve their safe management of cyanide, in order to limit the risks to human health and the environment. Standard of Practice 4.4 of the International Cyanide Management Institute (International Cyanide Management Code, 2021) recommends weak acid dissociable (WAD) cyanide levels of 50 mg/l or lower for exposure of birds, other wildlife, and livestock. This limit, based on evidence that WAD cyanide up to 50 mg/l is typically non-lethal to wildlife, applies to water in tailings impoundments, heap leach facilities, other open ponds and impoundments accessible to wildlife, including process solutions, open solution channels at a heap leach pad, as well as leach solution ponded on the surface of heaps due to poor infiltration. Participants unable to comply with the 50 mg/l WAD cyanide requirement are required to use deterrent systems, such as netting or bird balls. Participants in the Cyanide Code have their operations audited
by an independent third party for certification and the audit results are made public. The audit considers the production, transport, handling, operations, decommissioning, worker safety, emergency response, training, and dialogue with stakeholders as part of its certification. As of 2021, the Cyanide Code has 358 global participants in mining, cyanide production, and cyanide transport. Around 80 percent of these participants have been successfully certified. The International Cyanide Management Institute reports that no catastrophic events have occurred at certified mines since the inception of the code in 2005 (International Cyanide Management Institute, 2021).
WASTE MATERIAL
All mining and processing operations produce some waste materials, which might be waste rock, soil, tailings, spent ore/leach residue, or some combination. Most operations will place any topsoil and soil suitable for reclamation into stockpiles for later use. Waste rock is typically stacked in large piles proximal to the mine site. In some instances, the waste may be segregated into piles of weakly mineralized rock that might warrant further processing in the future, pending development of new technologies or increases in the price of gold. Below are described engineering practices related to waste rock and tailings, as well as the potential impacts, and engineering controls to mitigate impacts.
Waste Rock
In open pit mining, the volume of waste rock can be considerable, while in underground mining the volume is relatively limited. Waste rock typically is piled and stored on the mine property in nonmineralized rock facilities, also known as waste dumps or waste rock facilities. These facilities are engineered and constructed in lifts with design that can be sloped and seeded to blend in with topography after mining is complete. Many operations will slope and reclaim waste dumps concurrently with mining operations. If the waste rock contains sulfide-bearing minerals, the waste rock piles may produce ARD and must be stored on an engineered pad to control seepage water (leachate) drainage. Alternatively, if carbonate material is present on site, careful blending of sulfide-bearing rock with carbonate (e.g., as limestone) will minimize ARD generation. If the waste rock is chemically stable (i.e., non–acid generating), it can be placed directly on the ground surface, and it may be used for various mine operations. Waste rock can be further processed and returned to an underground mine as backfill, or placed in an open containment pit. Such a containment pit also may have an engineered liner to prevent inflow of subsurface water and an engineered cover to prevent inflow of precipitation and surface water. Preventing the influx of water and oxygen reduces the risk of creating ARD that could be released into the environment.
Tailings
Following ore processing to recover the desired resources (gold in this case), the remaining solid waste (processed rock) is termed tailings. Depending on the character of the ore and the mechanical and chemical processing methods employed at the mine, tailings particles may range in size from fine sands to clay-sized grains. However, the majority of the particles typically are microscopic silt-sized grains. Geochemically, tailings commonly retain the chemical signature of the parent ore body, but, depending on the processing technique, they may also include some amounts of reagents, flocculants, or other additives used during processing.
Following processing, tailings typically are thickened (i.e., partially dried) to reduce the water content and disposed of in a tailings storage facility (TSF). Alternatively, the thickened tailings can be mixed with cement (and/or other additives) and placed in exhausted portions of underground mines, open containment pits, or in impoundments. The addition of cement and/or other binders helps to prevent groundwater contamination as well as oxidation and acid generation in pyritic tailings for both underground and surface placement. In addition, in underground applications, the tailings-cement mixture provides support to the opening that improves stability and allows ore-rich pillars to be excavated. The degree of thickening utilized for both above-ground and below-ground storage impacts the processing costs, the disposal techniques, and the long-term behavior of the stored tailings. Furthermore, the volume of tailings produced at the mine strongly affects the thickening technologies that can be practically and economically employed. In general, more energy usage and higher processing cost are associated
with producing drier processed tailings. However, the benefits of producing drier processed tailings include reduced storage space requirements and, in arid climates, improved water balance. Today, decisions related to the degree of thickening also depend on corporate risk tolerance, as drier tailings may be more geotechnical stability and have higher hydrological resilience (as related to water balance changes and climate change).
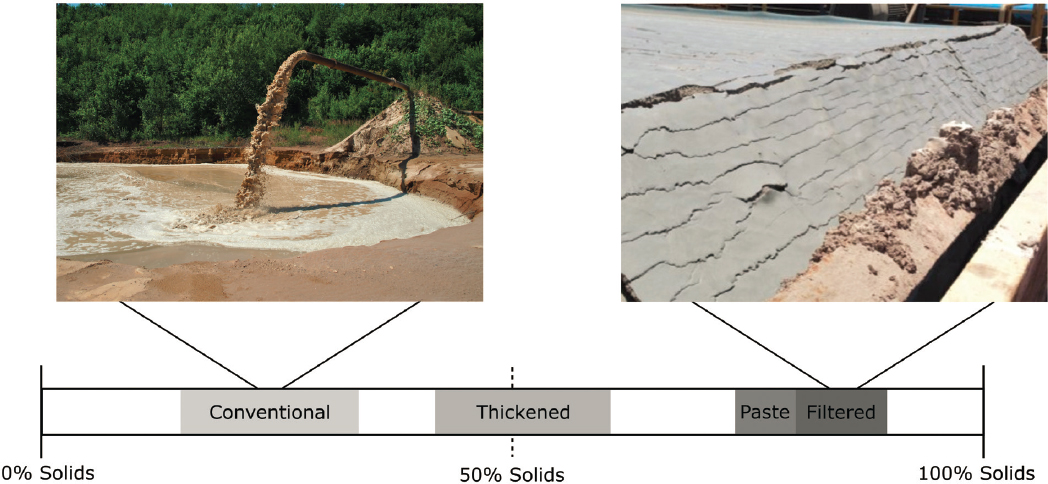
As illustrated in Figure 3-20, processed tailings generally can be described (in order of increasing percent solids) as conventional or slurry tailings, thickened tailings, paste, and filtered tailings. Conventional slurry tailings typically have solids contents of 15–35 percent and can be transported via pipeline using standard centrifugal pumps. Thickened tailings typically have solids contents of 40–60 percent and for the higher solids contents require positive displacement pumps to transport the tailings via pipelines. Paste typically has solids contents of 75–80 percent and requires positive displacement pumps for transport. Filtered tailings typically have solids contents of 80–90 percent and require either conveyors or conventional haul trucks for transport. Pipelines and conveyors are subject to occasional breaks and leaks, but generally this type of damage can be readily identified with regular inspection and repaired with minimal impacts to the environment.
The types and characteristics of tailings storage facilities have changed significantly in recent decades. Historically, slurry tailings have been pumped and deposited hydraulically behind above-ground perimeter dikes or in natural topographically low-lying areas with little or no treatment to either the tailings or the foundation materials. However, in recently constructed tailings storage facilities, tailings often are (1) placed in lined (or occasionally unlined), above-ground engineered storage facilities; (2) placed in lined (or occasionally unlined), engineered pits; or (3) mixed with cement (and/or other additives) and placed as backfill in exhausted portions of underground mines (e.g., Lucky Friday and Stillwater Mines; Williams et al., 2007). In the first two cases, the tailings can be mixed with waste rock in various proportions prior to disposal. When placed above ground, various methods can be employed to construct the perimeter compacted soil or tailings. In addition, the design and construction of above-ground storage facilities depend on the consistency of the processed tailings. For example, filtered tailings may require only small perimeter dike structures constructed prior to tailings placement (i.e., starter dikes). When stored above ground, conventional slurry tailings, thickened tailings, and pastes require full-height perimeter dikes to provide stability. Mine operators commonly select the storage method based on a variety of factors, including the type of mine (open pit or underground), the volume of tailings produced at the facility, available space, available borrow materials, water-balance requirements (and climate), potential environmental impacts, potential for future remining, and costs.
SOURCE: Image on the right modified from Vargas and Campomanes (2022). CC BY 4.0.
As illustrated in Figure 3-21, perimeter dikes used for above-ground storage can be constructed using downstream, centerline, or upstream methods, although combinations of these methods may be employed. In general, all of these construction methods can produce safe storage facilities, provided that high-quality engineering and operations/maintenance are provided consistently during design, operation, and closure. However, upstream construction methods typically involve the highest level of risk. In some areas worldwide (e.g., Chile [high seismicity] and Brazil [as a result of recent failures]), upstream-constructed TSFs have been prohibited by law. While all types of structures can be constructed and operated safely, all types of tailings dams also can fail, often as the result of engineering or operations oversights (Morgenstern, 2018). For example, in 2019 a TSF that utilized upstream construction methods failed at the Corrego do Feijao mine in Brazil (Robertson et al., 2019), while the 2014 a TSF that utilized modified centerline construction methods failed at the Mount Polley Mine in Canada (Morgenstern et al., 2015). Such failures can result in extensive environmental damage and potential loss of life (as discussed in Chapter 4). In both cases, failure was attributed to inadequate engineering.
Today, best practices often require new above-ground or in-pit tailings storage facilities to be lined using a combination of leachate collection (drainage) materials, geosynthetic liner materials, and low-permeability soils. Depending on the local requirements and the tailings geochemistry (or specific processing application), bottom liners may be “single composite” or “double composite” systems. Figure 3-22 schematically illustrates typical bottom liner systems.
Other best practices are provided by Morgenstern et al. (2015). This report analyzed one particular TSF failure and recommends implementing best available technology for TSF operations and closure, appointing an independent technical review board, better defining the role of regulators, and making improvements to professional practice. The report indicates that the best available technology for existing TSFs are to (1) eliminate surface water from the impoundment, (2) promote unsaturated conditions with drainage provisions, and (3) achieve dilative conditions by compaction (i.e., the granular material volume increases with increasing shear deformation, generally yielding high shear strengths). As noted by the Canadian Dam Association, every TSF is unique and has site-specific conditions and requirements that must be considered for any technical analysis, particularly for a breach analysis. For example, “Guidelines for dam breach studies are available for water retaining dams, but none of these guidelines deal with the hydrodynamic, geotechnical and rheological considerations specific to tailings outflows” (Canadian Dam Association, 2021). The technologies and best practices for tailings dam breach analysis are still evolving, but technical bulletins provide a consistent basis for analysis from the current state of knowledge.
Some mine owners are adopting (in whole or in part) new industry guidelines for tailings management, termed the Global Industry Standards for Tailings Management (GISTM; Global Tailings Review, 2020). These standards were produced through a collaboration of the International Council on Mining and Metals, the United Nations Environment Programme, and the Principles for Responsible Investment following the 2019 TSF failure at Corrego do Feijao in Brazil. Published in 2020, the GISTM lays out 6 topics, 15 principles, and 77 auditable requirements to reach this goal. These standards (1) address project-affected communities; (2) require operators to consider the social, environmental, and local economic context of a proposed or existing tailings facility; (3) aim to improve the design, construction, operation, maintenance, monitoring, and closure of a TSF; (4) standardize ongoing management and governance of a TSF; (5) cover emergency preparedness; and (6) require public disclosure of information while also protecting operators from the need to disclose confidential information.
Environmental Risks Associated with Waste Management
The potential impacts associated with waste material include the production of fugitive dust from the transport of waste material, the potential failure of tailings dams releasing toxic material downstream, and the failure to capture acidic, nitrate-laden, and metal-laden drainage from waste material. Of these, the potential failure of tailings dams is likely the least common, but most serious.
Azam and Li (2010) compiled and reviewed global tailings dam failures over the past 100 years and estimated a failure rate of 1.2 percent, which is very high compared to the 0.01 percent failure rate of conventional water retention dams. They reported that failures are most common in small- to medium-sized dams (15–30 m height) with maximum tailings volumes of more than 10 million cubic meters (Azam and Li, 2010). Recent studies have
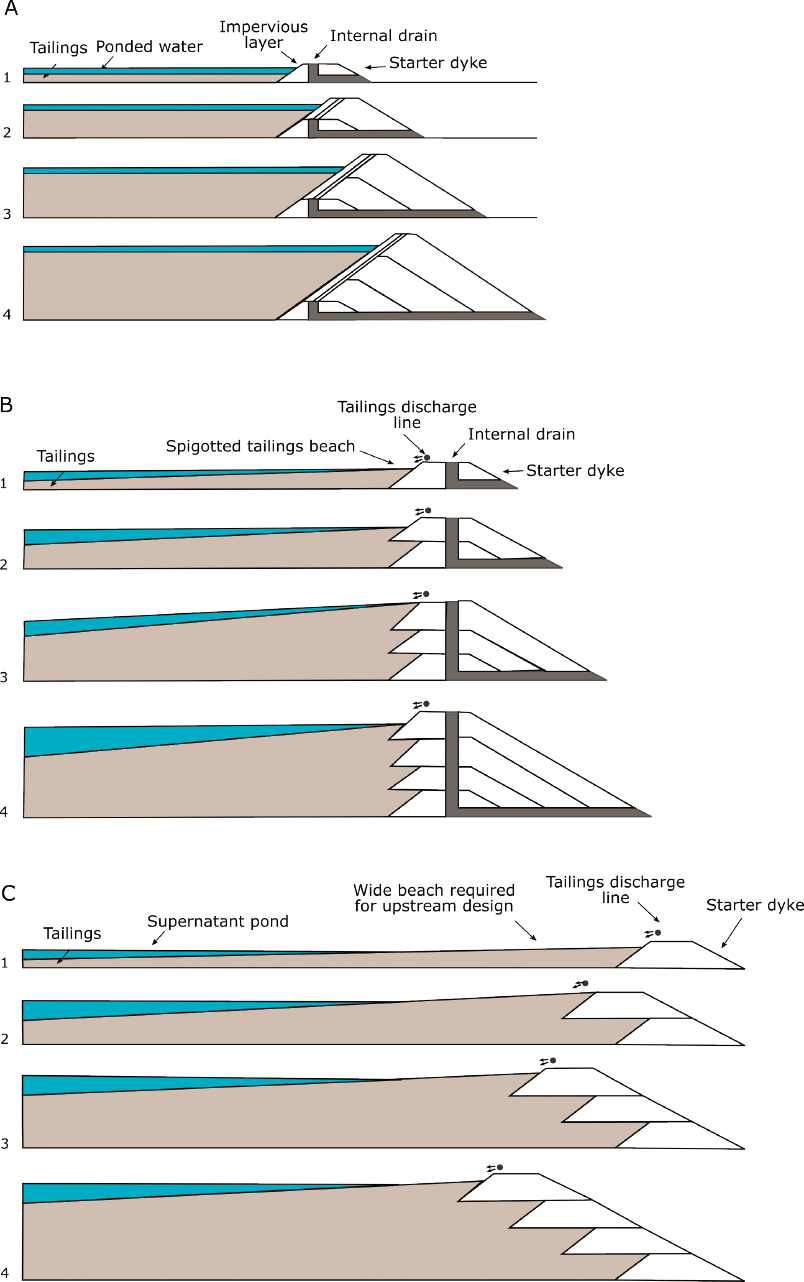
SOURCE: Adapted from Engels (2021).
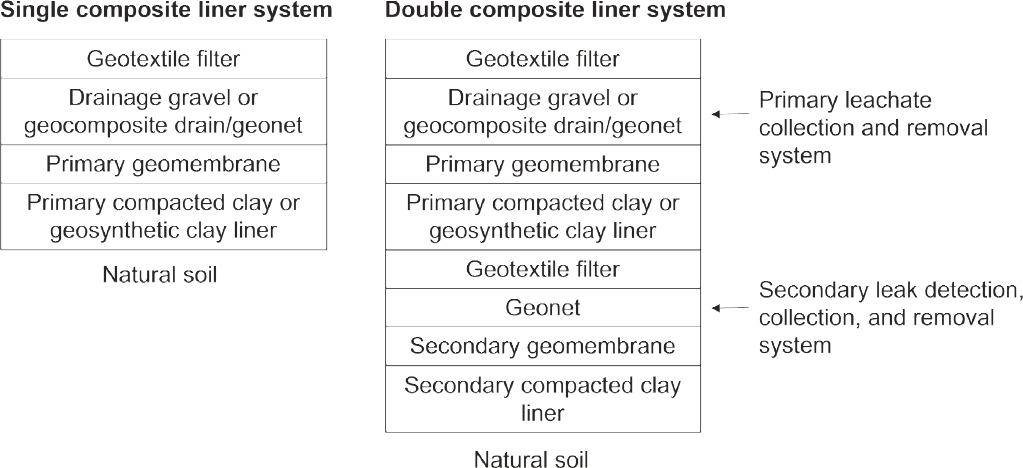
shown that failures generally are associated with inadequate engineering, operational issues, or a lack of communication between engineering and operations (Morgenstern, 2018). Some failures have occurred during more normal operations and have not been associated with extreme events, but others have been triggered by extreme events (earthquakes, heavy rainfall, etc.).
Earthquakes and seismic activity can damage mining infrastructure, including processing facilities and tailings storage facilities and waste dumps (Lenhardt, 2009). For example, two tailings dam failures at the Mochikoshi Gold Mine were associated with the 1978 Izu-Ohshima-Kinkai magnitude 7.0 earthquake in Japan (Ishihara, 1984) and tailings dam failures were also associated with earthquakes at the El Cobre Mine in Chile (1965), the Tapo Canyon Mine in the United States (1994), and the Kayakari Mine in Japan (2011) (Lyu et al., 2019). Probability theory can be used to quantify rigorously the magnitude of extreme events. The U.S. Geological Survey (USGS) uses historical and prehistoric earthquake events to project the seismic hazard associated with future events, typically in terms of the likelihood of a particular peak ground motion parameter associated with a particular return period, or the probability of exceeding a certain strength of shaking in a given period of time (Petersen et al., 2020; USGS, 2022a). The seismic hazard levels used for design commonly are related to the risk associated with a particular TSF or dam. These seismic hazard levels are an 80-year return period (50 percent probability of exceeding [PE] a particular level of shaking in 50 years), a 476-year return period (10 percent PE in 50 years), or a 2,475-year return period (2 percent PE in 50 years). As noted in Chapter 1, the largest magnitude earthquake in Virginia was the magnitude ~5.9 Giles County earthquake in 1897, although there is evidence for higher-magnitude earthquakes within about the past 3,000 years (Tuttle et al., 2015, 2021).
Extreme floods also impose a significant risk, not just for TSFs but also for holding ponds, heap leach pads, and waste dumps (see Box 3-3). Azam and Li (2010) identified that the most common cause of dam failure was “unusual weather,” and it was stated that failures due to “unusual rain” increased from 25 percent pre-2000 to 40 percent in the time interval 2000–2009, leading the authors to suggest that dam design needed to better incorporate the effects of climate change. Another review of tailings dam failures, in this case restricted to Europe, found that the most common cause of failure was also “unusual rain” and found that 90 percent of failures occurred in active mines with only 10 percent in abandoned ponds (Rico et al., 2008). Furthermore, in some regions extreme weather-related events (precipitation, floods, etc.) may be exacerbated by climate change. Failure of some dams has been linked to the drying-wetting seasonal variation, but few account for the potential impacts of climate change, which will likely impose higher risks than anticipated. The National Weather Service of the National Oceanic and Atmospheric Administration (NOAA) uses historical meteorological and hydrologic data to project probable
maximum precipitation (PMP) events (NWS, 2022). It has been recognized that many of the current PMP estimates require updating. Congressional bills providing the necessary funding have been proposed, but have not passed (e.g., House Report 1437 and Senate Bill 3053). Recently, a National Academies of Sciences, Engineering, and Medicine consensus study sponsored by the National Oceanic and Atmospheric Administration was announced that will “consider approaches for estimating PMP in a changing climate, with the goal of recommending an updated approach, appropriate for decision-maker needs.”
WATER MANAGEMENT
Waters that require management during mine operation include naturally occurring water, precipitation, and waters that are used for processing, called “process water.” Management techniques include the diversion, acquisition, recycling, treatment, and eventual discharge of water.
Naturally Occurring Water and Precipitation
The diversion of naturally occurring springs, seeps, and surface water features around mine disturbance areas is sometimes necessary during development and operation. Other management techniques for naturally occurring surface water, groundwater, and precipitation may involve the removal of water from within or near pits, as well as from tailings storage facilities or underground mines. Water management methods for impoundments or ponds could include the construction of spillways, decant structures that operate via gravity (see Figure 3-23), or barge systems that use power to pump out water. In some instances, forced evaporation is utilized to control water levels from precipitation. Methods for forced evaporation can include spraying water into the air or routing it to shallow
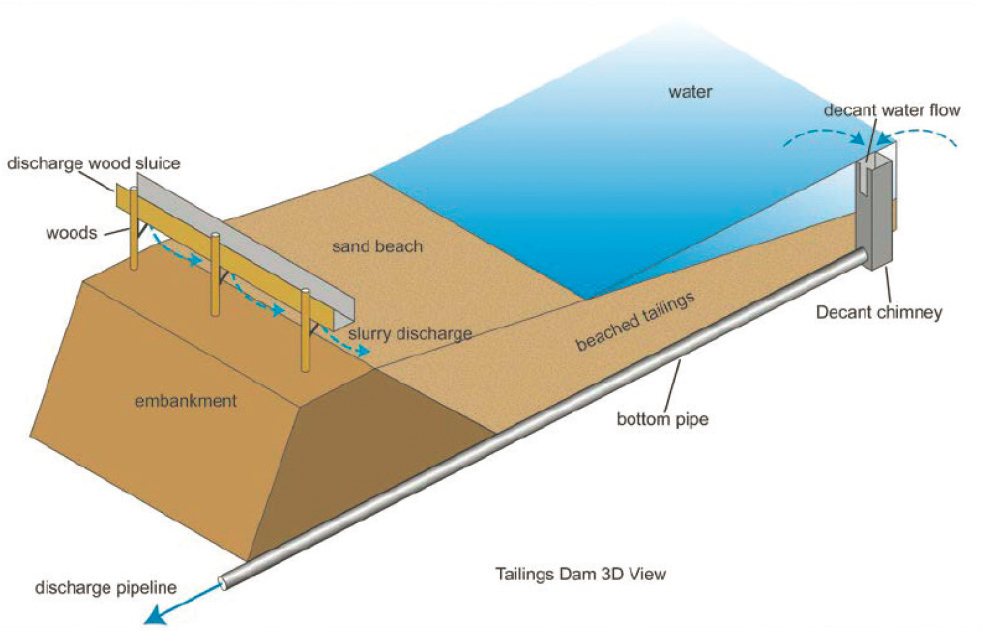
SOURCE: Image from Martinez-Pagan et al. (2009).
evaporation ponds. Spraying water into the air is currently a utilized method at Haile Gold Mine tailings pond in South Carolina, but generally this technique may be less effective on the humid East Coast than it is in arid settings.
Process Water
Depending on the operational needs for water use and the conditions allowed under different regulatory systems, some mines might use surface water or groundwater to support mining and processing activities. These waters then become process solutions, which are typically regulated and managed separately. These solutions are generally recycled for reuse during processing, to optimize utilization of reagents. Nevertheless, in humid climates such as Virginia where precipitation can dilute process water, the excess water may sometimes need to be eliminated to retain the necessary chemistry in process solutions. This may be achieved by forced evaporation, or by treating and discharging excess process water.
Treatment of Water
All waters must be treated prior to discharge from the mine when contaminant concentrations exceed permissible levels. These permissible levels often consider the naturally occurring or “background” concentrations of some elements, or parameters such as pH, salinity, or biological oxygen demand. The treatment methods that may be appropriate to comply with water quality requirements are site-specific factors, depending on the potential contaminants and concentrations that occur at the site. Contaminants might include metals and metalloids, acidity, high total dissolved solids (including dissolved sulfate), sediment loads or total suspended solids, nutrients (e.g., nitrate/nitrite, ammonia, or phosphorous, which can be derived from blasting agents or the degradation of reagents like cyanide), and limited amounts of organic contaminants (e.g., fuels, lubricants, and reagents). The appropriate treatment methods depend on the variety and concentrations of the contaminants of concern, for example, pH neutralization and precipitation to remove metals, biological or chemical treatment for nitrate or cyanide, ion exchange, filtration, reverse osmosis, or adsorption media for metalloids and other solutes (EPA, 2014c). Best practices related to the prediction and treatment of acid rock drainage are numerous and include the Global Acid Rock Drainage Guide (INAP, 2014), documents from SME (Gusek and Figueroa, 2009; McLemore, 2008) and the Mine Environmental Neutral Drainage Program (Price, 2009), and Maest et al. (2005). Passive treatment techniques like engineered wetlands (discussed below in the section “Reclamation, Closure, and Monitoring”) may also be appropriate for treating modest flows of ARD.
Discharge of Water
Treated water that is discharged (sometimes called “effluent”) must meet the applicable standards established by state and/or federal regulatory agencies for the approved method of discharge or disposal. Discharge or disposal methods could include “discharging the water into a stream channel, storing the water in a lined impoundment for future use, conveying the water to an unlined impoundment that serves as an infiltration gallery or ground water recharge facility; or, re-injecting the water through a well” (Virginia DMME, 2011). However, the last option would be administered by EPA through the federal Underground Injection Control program and is unlikely to be permitted in the fracture-controlled aquifers of the Virginia Piedmont. The methods of water discharge are typically coordinated with other state or federal permits to protect water quantity and quality (e.g., National Pollutant Discharge Elimination System/Virginia Pollutant Discharge Elimination System permit; see Chapter 5). Monitoring the resulting treated water quality and the discharge or disposal infrastructure are critical aspects of the water treatment plans.
Environmental Risks Associated with Water Management
The diversion or depletion of surface water sources or removal of groundwater from mine areas could have impacts on downstream or down-gradient areas (see Chapter 4) unless flows are returned to the systems from which
the water was diverted or collected. Risks to water quality may result from inadequate facility designs, management, or treatment strategies, and/or implementation that can lead to release of water or process solutions. Water quality impacts can occur from seepage from impoundments or ponds, storm runoff or infiltration on disturbed surfaces or waste disposal areas, reactive mineral surfaces within underground mines, or open pits that affect adjacent groundwater. Additionally, water quality impact may occasionally occur from loss of containment from impoundments, ponds, tanks, or other retaining structures, which may be triggered by seismic or storm events. As discussed in more detail in Chapter 4, the extent, severity, and duration of water quality impacts are related to the type of contaminants and concentrations that may be released.
Water treatment facilities may produce waste by-products or residual solutions that must be disposed of or managed properly to prevent further environmental impacts. This may occur inside an on-site repository or at a licensed off-site facility. The waste by-products could include high- or low-density sludges and precipitates, brine or flushback solutions from filtration or reverse osmosis methods, and spent treatment media from filtration, adsorption, or ion-exchange methods.
RECLAMATION, CLOSURE, AND MONITORING
Decades ago, little thought was given to how a gold mine would be closed when it was being designed. Today, there is widespread recognition by regulators and operators alike that a gold mine must be designed for reclamation and closure from the beginning. Reclamation is defined as the “restoration or conversion of disturbed land to a physically and chemically stable condition that minimizes or prevents adverse disruption and the injurious effects of such disruption and presents an opportunity for further productive use if such use is reasonable” (§ 45.2–1200 of the Code of Virginia 2022). There are examples throughout the mining industry of innovative approaches to such planning, wherein the mine is designed and operated to enable specific postmining land uses, including commercial, recreational, residential, species habitat, and renewable energy facilities (Wheatley, 2020). Stakeholder involvement is a key aspect of such planning. When practicable, best practices should include reclamation that is concurrent with mining activities in order to reduce the length of time that disturbances are exposed, demonstrate the efficacy of reclamation techniques, and expedite the completion of reclamation activities at the end of mining. However, mine production may be intermittent during the life of an operation due to economic or other factors. In lieu of permanent closure and reclamation, such sites may be managed in a state termed “care and maintenance,” where environmental and safety standards are met but the site is not yet fully reclaimed. For example, as gold prices fluctuate, a drop in the price may make the active operation of a mine uneconomic. If the price is likely to increase again in the future, the operators would want to be able to resume operations following a temporary cessation.
An essential component of project design and permit applications is a reclamation and closure plan that includes engineered drawings, designs, and plans detailing how reclamation and closure will be accomplished. The plan generally documents standards and a postclosure monitoring plan for measuring reclamation success. These plans are periodically updated to reflect the changes that inevitably occur as a mine operation changes over time. Fundamentally, an effective reclamation and closure plan is of sufficient detail to allow a third-party contractor to step in and complete reclamation and closure if the project operator is unable to do so. Because personnel and project ownership may change over the life of the project, the plan also serves as a record and guide for achieving reclamation and closure success for those successors. The potential scenarios for gold mining in Virginia in the previous sections suggest that the following aspects may be important in reclamation of such operations.
Recontouring
The goal of recontouring is to return the land surface to premining topography, or to create a new, stable topography that facilitates the planned postmine uses. Areas to be recontoured may include portions or the entire open pit, waste rock disposal areas, other fill features, ripped/reclaimed road surfaces, or disturbed slopes. The designs for recontouring and potential cover systems are based on the geotechnical and geochemical characteristics of the materials within the feature to be reclaimed. Long-term stability of waste piles is often ensured with the prohibition of steep slopes. Long uninterrupted slopes require drainage control structures to accommodate surface

SOURCE: Photo courtesy of Wayne Jepson.
water and minimize surface erosion, and permanent vegetative or rock covering for stabilization and protection. Pit highwalls (see Figure 3-24) constructed in nonreactive bedrock are likely much more stable than unconsolidated waste rock or fill materials described above. If the approved postmining land use would allow highwalls to remain at closure, then the highwalls may remain uncontoured at a steeper angle than unconsolidated material.
Recontouring activities may also include grading tailings surfaces or embankment slopes during the reclamation of an impoundment, as long as the established slopes are consistent with acceptable designs and do not impact the stability of the facility. For example, an impoundment may have excess fill or soil material stockpiled along the embankment crest, so that the material can be pushed down the slope during reclamation in order to achieve the final angle. This is in contrast to cutting material out of the embankment itself to achieve a different slope at closure, which is a method to be avoided as it could potentially jeopardize the function and stability of the embankment.
Cover Systems
Following the recontouring steps, the reclamation of waste rock and/or tailings disposal areas typically includes dry or wet cover systems. To achieve long-term stability and limit water quality impacts, the best practices for covering waste materials should reflect any special handling or segregation methods that occurred during mining (described above). Cover system designs are based on the geochemical properties of the contained waste materials
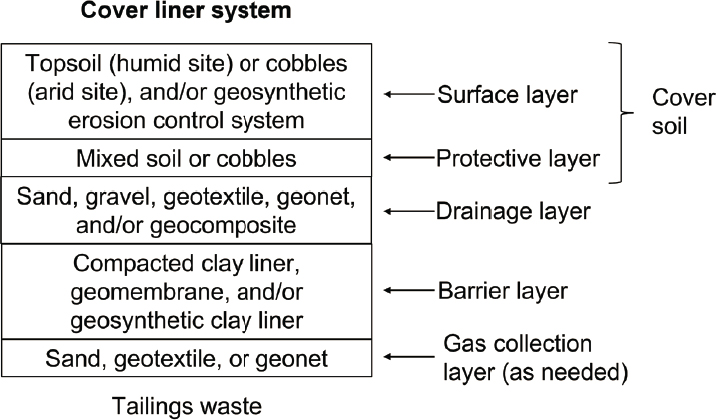
SOURCE: Adapted from Daniel and Wu (1994).
and the need to limit the flux of oxygen and water into the materials in order to reduce their potential reactivity and leachability (INAP, 2014). Mines often rely on “dry covers” of soil layered with low-permeability, natural (e.g., clay) or engineered materials (e.g., synthetic liners), while also utilizing evapotranspiration from established vegetation to consume water. The “dry cover” system concept could be applied to the reclamation of waste dumps, tailings disposal areas, features constructed with fill materials, and other disturbed areas around the mine through the use of covers made with nonreactive material (e.g., inert overburden, soil, or other approved growth media). The overall thickness of the cover system and the complexity of any internal liners or capillary barriers depend on the characteristics and reactivity of the underlying material being reclaimed; that is, a thicker cover and barriers would be needed for increasingly reactive material. Figure 3-25 schematically illustrates a typical cover system used for tailings waste, which can be quite reactive. This cover would be applied following a number of years during which the tailings settled, increasing their density and lowering the water content.
The climate is another major factor when selecting closure cover systems. Consideration is given to annual precipitation and potential evapotranspiration rates. In arid climates, a thick soil layer and vegetated cover may be adequate to prevent water infiltration into underlying material. In contrast, wetter climates like Virginia may require a low-permeability synthetic liner, a compacted clay layer, organic covers (a layer with chemically reducing conditions to remove oxygen), or other type of barrier system to be installed between the waste material and the upper soil and vegetation layers to adequately prevent deeper infiltration of water and oxygen (see Figure 3-26). This generally requires a cover material capable of shielding the acid-producing material and supporting plant cover. Dry cover systems are not static and may need to be monitored during postclosure. Complex multilayer covers may be compromised by tree roots that penetrate the cover layers, especially if the roots rip through the layers when trees are toppled during storm events.
The decision to cover a disturbed area with solid material at closure (“dry cover”) or to allow a “water cover” system to form is evaluated based on the site-specific waste management goals and the hydrologic, geotechnical, and geochemical conditions of the disposal area and the potential fill. In wet climates such as Virginia, wet closure or “water cover” systems may be considered instead of dry closure for some facilities. Wet closure methods are more common for the disposal of tailings than waste rock piles, unless the waste rock has been placed as backfill into pits or underground voids. Wet closure could include a permanent pond or wetland feature within an impoundment or other disposal area, or the in-pit storage of waste rock or tailings beneath a pit lake. The goal of this method is to keep the waste rock, highwall or underground mine surfaces, and/or tailings in a saturated, low-oxygen environment. This approach may require stratification of the water body (e.g., Flite, 2006), which can be
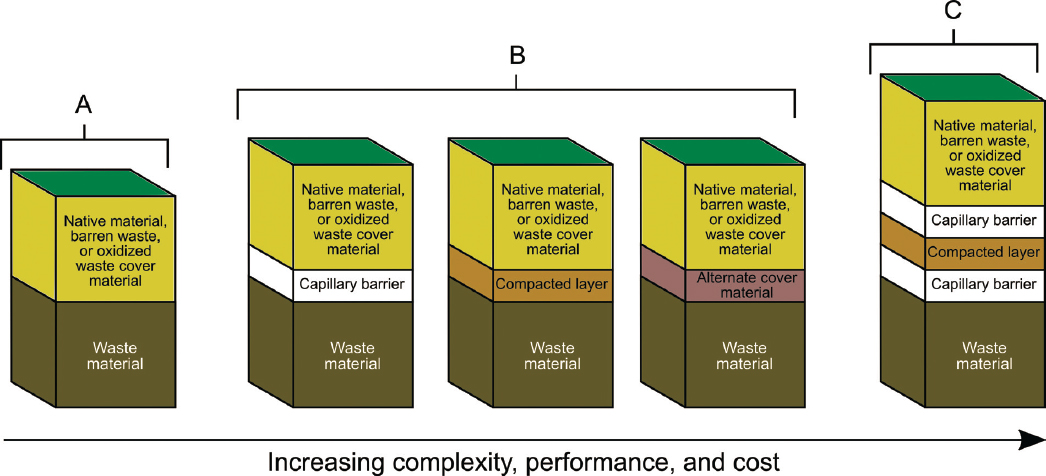
SOURCE: Image modified from Price (2009).
challenging from a long-term management perspective. In addition, the long-term management of water-retaining facilities is difficult with the occurrence of extreme weather events. Long-term geotechnical stability is also a significant factor that should be considered for facilities with wet closure systems, particularly if a tailings facility is located upstream of humans or important ecological resources. Wet closure methods for tailings impoundments are not consistent with current best practices for geotechnical stability, so a thorough analysis of site-specific conditions and facility designs should be conducted prior to implementing such a closure system.
Water Management During Reclamation
Similar to during mine operations, water quantity management during reclamation and closure may include dewatering of pits, tailings storage facilities or underground mines to control water levels and flow paths. However, long-term/post-closure requirements for dewatering should be avoided when possible because of the ongoing costs (see Box 3-4). Operators should instead rely on passive or low-maintenance engineered systems to manage water quantity, whenever possible. Water quantity management during reclamation may also include the reestablishment of flow paths/channels for springs, seeps, and surface water features that may have been diverted around mine disturbance features during operations. This reestablishment of flow paths may include liners, riprap, or other methods/designs to construct and protect stream banks and/or preclude erosion of slopes. Other methods of stabilization may include the installation of gabions (rock- or dirt-filled cages), concrete, shotcrete (pneumatically applied concrete), and geotextiles.
The potential need to treat contaminated water is an important part of water quality management during reclamation. In some cases, water treatment may only be needed for a short time after operations have ended, as a temporary requirement of closure because there is only a finite amount of blasting agents or reagents within waste materials and these chemicals will flush, disperse, and degrade with time. In other cases, like acid rock drainage or the leaching of metals and metalloids, the contaminants are contained within host rock or waste materials and may be mobilized slowly, so treatment may be needed for longer periods of time. Treatment for these pollutants is necessary until acceptable hydrologic and geochemical steady-state conditions can be achieved, which could take
years, decades, or even centuries. Water treatment methods are designed to ensure that water quality standards are attained. The potential need for closure and post-closure water treatment should be determined early in the mine life cycle, so that it is factored into the designs and costs of the operation and the financial assurance provided to regulatory agencies.
Various methods may be used for active water treatment depending on the contaminant(s) of concern (described above), like filtration, adsorption, ion exchange, or the use of chemical reagents or biologic activity to promote precipitation, coagulation, and/or degradation of the contaminants. The operation and reclamation plans for mines should be designed to avoid long-term active water treatment as much as possible because of the ongoing costs and environmental risks. Other options may include passive or low-maintenance treatment systems, but these require careful site-specific planning. Constructed wetlands (see Figure 3-27) have been successfully deployed to control ARD at both coal and metal mines, particularly for sites with relatively low flow rates (5–20 gallons/min; EPA, 2015; Hassan et al., 2021; Perry and Kleinmann, 1991). These systems may pretreat drainage under oxidizing conditions, to encourage precipitation of iron as Fe3+. Metals may also be removed by sorption on organic acids. Care is needed at the planning stage to ensure that constructed wetlands can, indeed, comply with all applicable water quality standards. Although some wetland designs include limestone to chemically neutralize acid that may be present, acid is removed principally in wetlands by the action of sulfate-reducing microorganisms in reducing conditions, which are maintained with organic media such as peat, used mushroom compost, etc. The action essentially reverses the oxidation reaction responsible for the formation of ARD, consuming acid and forming sulfide. If conditions are sufficiently acidic, sulfide forms gaseous hydrogen sulfide (with its characteristic “rotten egg” smell). As the pH increases, the sulfide precipitates heavy metal ions as sulfides, which are retained in the anaerobic sediments at the base of the ponds.
Removal of Facilities, Equipment, and Structures
The decommissioning and removal of facilities, equipment, and structures requires the appropriate handling and recycling of materials and equipment. These materials can include equipment with resale or scrap value, potentially hazardous materials, utility systems, and consumable products like fuel, lubricants, and reagents. Disposal of wastes can be in on-site or off-site repositories. There may be potential for some buildings or features to
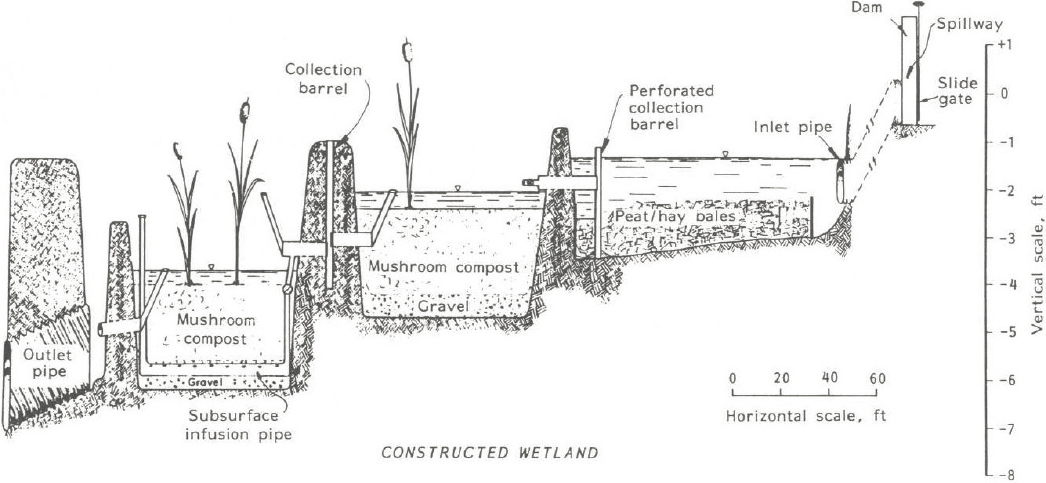
SOURCE: Image from Perry and Kleinmann (1991).
remain or be relocated intact, depending on the approved postmine land use or other terms established with the local government or landowner.
Closure of Portals
Reclamation for underground mines include closing or securing entrances to underground workings in order to prevent access by the public, as well as to manage the potential release of water from underground excavations due to rising groundwater elevations or during periods of flooding. This might include installing a secure gate or similar barrier across the portal opening, or may include using backfill (e.g., mine waste such as waste rock or tailings) or other engineered materials such as cemented rock fill. Bulkheads and hydraulic plugs may be necessary to isolate water within the mine workings, unless such discharge is necessary for water management and treatment. If there is no need to maintain underground access or allow the release of water, the ground surface around the portal may be closed using backfill and graded with suitable fill material and a stable slope can be formed over the former portal opening and entry pad.
Revegetation and Habitat Reestablishment
The goals of revegetation will depend on the specific postmine land use. Generally, a diverse mixture of self-sustaining species is established across recontoured surfaces through seeding or direct planting. In some cases, boulders or other features like logs or similar debris may be placed on recontoured surfaces to provide additional important habitat components. In Virginia, the postmine land use may also include productive agricultural land, and there are requirements described in Chapter 5 for acceptable crop production rates to demonstrate that the land use has been achieved. While non-native species may have specific applications, native plant species are preferred because they provide the best support for the established local ecosystems. Some aspects of mining generate features that may benefit some wildlife species, such as cracks in an open pit highwall for roosting species, topographic variation in the reclaimed surface, and vegetation diversity. These aspects may contribute to habitat establishment for wildlife species that are already present at the site, in addition to species that may not have been present prior to mining.
TABLE 3-2 Commonly Measured Properties Required by Postclosure Monitoring Plans
| Water quantity measurements | Groundwater levels |
| Pit lake levels | |
| Underground mine pool levels | |
| Piezometric surfacea within dumps | |
| Piezometric surface within tailings | |
| Flow from springs | |
| Flow from surface water bodies | |
| Water quality measurements | Groundwater |
| Pit lake | |
| Underground mine pool | |
| Treated water discharge | |
| Piezometric surface within dumps | |
| Piezometric surface within tailings | |
| Springs | |
| Surface water bodies | |
| Geotechnical features | Erosion, animal burrows, and large vegetation |
| Slope stability | |
| Subsidence | |
| Ground movement | |
| Vegetation success | Diversity |
| Density | |
| Microhabitats | |
| Productivity metrics | |
| Wildlife success | Individual count of mammals, bats, birds, macroinvertebrate |
| Habitat assessment for mammals, bats, birds, macroinvertebrate |
a Piezometric surface is the imaginary level to which groundwater rises under hydrostatic pressure.
Postclosure Monitoring
A postclosure monitoring plan details the sites, observation methods, schedules, and sample types required for measuring reclamation success, based on the unique characteristics of the site, the surrounding areas, and the postmining land use. Ultimately, the results of postclosure monitoring will be used to determine the adequacy of completed reclamation and whether financial assurances can be released to the project operator, as discussed further in Chapter 5. Plans may require the monitoring of many different properties, as shown in Table 3-2.
Environmental Risks Associated with Reclamation, Closure, and Long-Term Stewardship
There are a number of potential impacts during reclamation and closure that are similar to the impacts of mine operation. These include the production of fugitive dust during grading, emissions from vehicles, and the production of waste by-products from water treatment as described in operational water management.
The extent of ongoing impacts following reclamation and closure depends on the quality of site characterization and careful project design prior to operations. Active, long-term, or perpetual water management and treatment scenarios have high costs and elevated risk for environmental impacts. Preventing perpetual long-term water management and treatment and other active care relies on thorough site characterization and careful project designs prior to mining and diligent monitoring and regulatory compliance during operations. These scenarios
can rarely be prevented or reversed once mining has been completed. In contrast, fully successful reclamation projects, sometimes referred to as “walk-away” sites, require no additional maintenance after final reclamation and closure. It is rare that an entire mine can meet those conditions, as certain components of a mine site may need ongoing maintenance and passive care (International Finance Corporation, 2007). Tailings facilities and pit lakes, in particular, may require some degree of care postclosure (The Mining Association of Canada, 2017; Vandenberg et al., 2022; see Box 3-5). However, fully successful pit lake closure has been demonstrated at certain sites such as the Canmore Creek Open Pit Coal Mine in Alberta, Canada (Stephenson and Castendyk, 2019).
MINING METHODS AT COMPARABLE DEPOSITS
In Chapter 2, several gold deposits around the world were suggested as potentially analogous to the Virginia gold deposits based on their geologic, mineralogical, hydrologic, and climatic characteristics. Here, the committee highlights mine sites that are thought to broadly reflect the scale and type of mining operations that could occur in Virginia, while cautioning that engineering design is influenced by many factors beyond those considered here, including site-specific considerations such as climate, proximity to population centers, current use of the site, and local infrastructure.
The currently active Kensington Mine in southeast Alaska broadly reflects the underground mining and processing methods that could be utilized in Virginia. As discussed in Chapter 2, gold production and mineral resources at the Kensington Mine are about one to two orders of magnitude larger than those of the known deposits in Virginia and are found in several spatially associated ore bodies. Should gold mining occur in Virginia in the future, it is likely the operator would similarly seek to develop several closely spaced ore bodies using a common processing infrastructure. All mining at the Kensington site is underground and utilizes a long-hole stoping method with backfill (see the “Mining Methods” section), where open stopes are backfilled with a combination of cemented paste fill, Cemented RockFill,3 and waste fill. Conventional underground equipment and mining methods are employed with three portals to access the underground workings, one mill to process the ore, and a single tailings pond for waste storage. The processing operations use a flotation mill to recover a pyritic gold concentrate from sulfide-bearing rock. Ore is segregated by grade and blended before being fed to crushing, ball milling, and flotation. The final cleaner concentrate is thickened and filtered to approximately 10 percent moisture, then shipped to Europe and Asia for final processing (Pascoe et al., 2022). Because processing at the mine site stops with a pyrite-rich concentrate, an off-site processing facility bears the responsibility of preventing any potentially adverse environmental risks associated with the final processing of concentrate to gold metal.
___________________
3 Cemented RockFill is a mixture of waste rock mixed with cement.
As discussed in Chapter 2, open pit mining could also be an economic and technically viable approach for some Virginia deposits, especially to access the near-surface oxidized ores. When considering an analogue for potential surface mining in Virginia, many stakeholders reference the recent open pit mining in South Carolina (see Box 3-1). Many of these examples are larger than what is likely to occur in Virginia. For example, the planned open pit at the Haile Mine for 2031 is estimated to be 2,500 m (8,200 feet) long, 1,250 m (4,100 feet) wide, and 370 m (1,214 feet) deep (SRK Consulting, 2020). Owing to the style and geometry of mineralization in Virginia, operators might be more likely to develop multiple, adjacent, smaller open pits that utilize shared mining infrastructure to extract near-surface ore from the linear gold-quartz veins. This style of surface mining may be more comparable to the Harvard Pit at the Jamestown Mine in the Mother Lode district of California (Savage et al., 2009), which started as small open pits to recover near-surface gold, followed by underground mining to access deeper ores. For reference, the size of the open pit at the Jamestown Mine in California is 823 m (2,700 feet) long, 243 m (800 feet) wide, and 152 m (500 feet) deep (SMGB, 2007; see Figure 3-28). The committee cannot state with certainty that a large mine comparable to that being developed at Haile would not be developed in
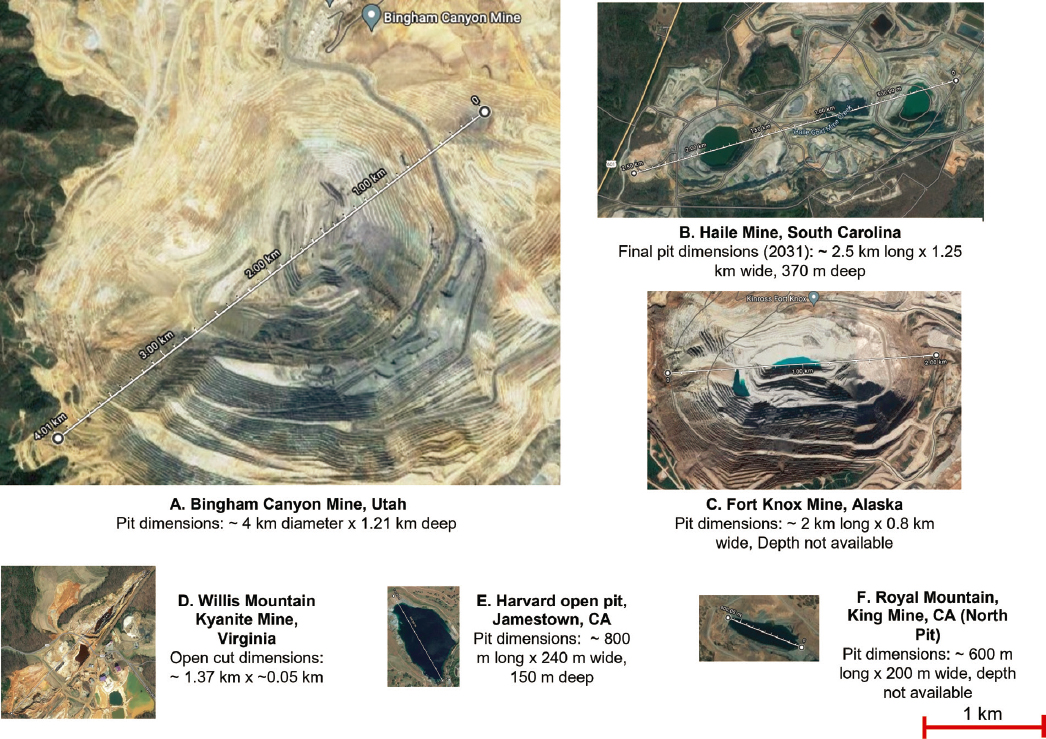
SOURCES: Images from Google Earth. Pit size data from Mining People International (2016); Sims (2018); SRK Consulting (2020); USGS (2007b, 2022b); SMGB (2007); Chaffee and Sutley (1994).
Virginia at some time in the future, although the probability is low based on the known geometries of the ore zones in Virginia deposits.
SUMMARY OF FINDINGS
Best practices for modern gold mining incorporate a life-cycle approach, which requires a robust analysis of site-specific environmental, economic, and social impacts of gold mining, processing, and long-term stewardship prior to permitting a proposed gold mine. This analysis includes careful site characterization to ensure appropriate planning for water management, waste management, and reclamation. It also includes stakeholder involvement in the early planning process, which may influence engineering design and promote specific mining and reclamation strategies.
The most probable mining methods for commercial development of gold ores in Virginia are small, elongated, open pit mines and underground mining. Processing could include crushing, grinding, flotation, cyanidation, adsorption and elution, electrolysis, and smelting. Many of the mining and processing methods will be determined based on site-specific conditions. However, due to the shape and small size of the known gold deposits in Virginia (see Chapter 2), mining would most likely occur via one or more smaller open pits for near-surface deposits, and via underground methods for deeper vein deposits. These methods would lead to smaller areal surface disruption compared to gold mines in the western United States and the Haile Gold Mine in nearby South Carolina. If underground mining is used, subsurface storage of tailings and waste rock could reduce surface storage and related impacts to air and water quality. Processing methods for gold ores in Virginia would likely include some on-site methods (e.g., crushing, grinding, flotation), as well as other methods that could occur on-site or off-site (e.g., cyanidation, adsorption and elution, electrolysis, smelting). Due to the small size of gold deposits likely to be discovered and mined in Virginia, it may be more economical for companies to ship ore or pyrite concentrates off-site for the later stages of processing.
Modern engineering methods and best practices for mining, processing, waste management, and reclamation can significantly reduce impacts to air and water quality. Nevertheless, impacts cannot be completely eliminated, and the remaining impacts may still be of concern to communities. History is filled with examples of engineering failures at mine sites caused by human error, incomplete understanding of site conditions, changing site conditions due to climate change, or compounding design flaws (e.g., spills, impoundment breaches, failed reclamation). The gold mining and regulatory community should continue to learn from mistakes so that best practices, codes, and regulatory oversight can continue to be advanced.












































