
3
State of the Art in Ceramic Fiber Performance
Continuous-length ceramic fibers used to reinforce CMCs must have optimal mechanical, physical, and chemical properties (described in Chapter 2). This chapter reviews the characteristics of fibers that are commercially available and fibers that are at an advanced stage of development. The performance characteristics of interest include stiffness (i.e., Young's modulus), strength, thermal and electrical conductivity, creep and rupture resistance, oxidation resistance, all as a function of temperature, and strength and stiffness retention as a function of service history. The critical issue of chemical compatibility with prospective interface coatings and the ceramic matrix is addressed in Chapter 4 and Chapter 6.
CANDIDATE FIBERS
The physical characteristics, fabrication methods, and key microstructural features of all ceramic fibers, both oxides and non-oxides, are tabulated in Table 3-1. The characteristics of fibers that are commercially available are summarized in Table 3-2, including maximum use temperature, current uses, and current prices. Ceramic oxide fibers (often referred to as oxide fibers) are composed of oxide compounds, such as alumina (Al2O3), mullite (3Al2O3-2SiO2), and zirconia (ZrO2). Unless specifically identified as a single-crystal fiber, oxide fibers are assumed to be polycrystalline. The nonoxide fibers discussed in this report are polycrystalline SiC fibers or multiphase (amorphous or crystalline) combinations of boron (B), carbon (C), nitrogen (N), titanium (Ti), or silicon (Si).
Two monofilament fibers have been included in Table 3-1, Saphikon (single-crystal alumina) and SCS-6 (a multilayered C/SiC fiber produced by chemical vapor deposition on a carbon fiber substrate), both of which have been used extensively in research on CMCs. They also represent the two extremes of creep resistance (Saphikon) and creep rupture strength (SCS-6). Some of the fibers listed in Table 3-1 are no longer available, having been discontinued as commercial or developmental fibers by the manufacturers. They are included in the table because significant property databases have been generated for them indicating fruitful directions for future research to improve fiber properties. Table 3-1 does not include every member of each fiber product family (e.g., some fiber versions in the Nextel and Tyranno product lines) either because they are not of general interest for CMCs or high temperature use or because they represent incremental changes in properties and may not be commercialized.
In general, oxide fibers are poor thermal and electrical conductors and have higher coefficients of thermal expansion (CTEs) than non-oxide fibers. In addition, oxide fibers are usually more dense than non-oxide fibers. Non-oxide fibers generally have higher electrical and thermal conductivities, and SiC-based fibers are more conductive than Si(N)-based fibers.
Comparison of Fiber Categories
As a class, polymer-derived SiC-based fibers are the strongest ceramic fibers known. Those with very small ß-SiC grain sizes and high carbon and/or amorphous phase contents (e.g., Nicalon, Tyranno, University of Florida [UF], SiC) also have a low elastic modulus, which results in high strain-to-failure (i.e., greater than 1 percent). As the ß-SiC grain size increases or the amorphous phase content decreases, the carbon content increases in some fibers (Hi-Nicalon, Tyranno Lox E) resulting in a decrease in strength and an increase in the modulus, thus sacrificing strain-to-failure. These microstructural changes are induced by (1) using a curing step during fiber processing that incorporates very little oxygen into the structure and (2) by conducting pyrolysis at higher temperatures.
In the Tyranno family of non-oxide fibers, Ti was originally incorporated into the fiber during processing to create a very fine ß-SiC grain size. In the Tyranno ZM fiber and its derivatives, zirconium (Zr) is included to improve its high-temperature properties and resistance to NaCl corrosion.
Recent research worldwide has focused on producing a stoichiometric SiC fiber to enhance high-temperature properties (e.g., creep resistance, strength retention, and oxidation resistance). Hi-Nicalon S fiber consists of nearly stoichiometric ß-SiC with a very slight carbon excess and very low oxygen (~ 0.2 percent) content. The ß-SiC grain size is about twice the grain size in Hi-Nicalon fiber. Thus, the strength of Hi-Nicalon S fiber is somewhat lower than Hi-Nicalon fiber, and the modulus approaches the modulus expected for fully crystalline SiC. The high-temperature property improvements of these fibers are discussed in more detail below.
The Carborundum sintered a-SiC fiber, which has been discontinued, was formed by extruding a melt spinning compound, which had been formed by mixing a sinterable
submicron SiC powder and sintering aids (e.g., B and excess C) with a suitable polymer. The extruded fibers were then drawn down to the desired diameter and sintered at temperatures in excess of 2,000 °C (3,632°F). The fibers produced were nearly fully dense, with an average a-SiC grain size of ~1.7 µm (0.07 mils). Their strength was limited by the largest grains and, occasionally, by pores. This fiber had the best creep resistance of all the polycrystalline ceramic fibers fabricated to date.
The developmental Dow-Corning Sylramic SiC fiber is a B-doped, fully crystalline fiber with a ß-SiC grain size on the order of 0.1 to 0.5 µm (0.004 to 0.02 mils). The Sylramic fiber is a polymer-derived SiC fiber in which B is incorporated prior to sintering, resulting in a fully crystalline material. Because this fiber is sintered at higher temperatures than most other fibers, the creep resistance is comparable to the Carborundum fiber while strength is retained or slightly increased. The Sylramic fiber is much stronger than other stoichiometric SiC fibers. The high-temperature properties of this fiber are superior to finer grain size, carbon-containing, polymer-derived SiC-based fibers.
The University of Florida, in collaboration with 3M, has developed a potentially lower cost, dry spun polymer-derived analogue of Hi-Nicalon fiber. It appears that this process can produce the same microstructural evolution that produced the high-performance Nicalon/Hi-Nicalon family of SiC fibers. Processing costs may be lower because this fiber does not require a separate thermal cross-linking (cure) step. This advantage may, however, be somewhat offset by the controlled evaporation and recovery of solvent, which is inherent in the dry spinning process.
Textron's SCS-6 SiC fiber was included in Table 3-1 primarily because it has excellent room-temperature strength and creep-rupture resistance. It is currently made in monofilament form, but multifilament tow fabrication is being researched. The excellent mechanical properties of this fiber apparently arise from its uniform, fine grained (~ 0.04 to 0.1 µm [0.002 to 0.004 mils]) microstructure and its single-phase stoichiometric ß-SiC composition.
An amorphous Si-B-N-C fiber produced by novel polymer precursor technology is currently being developed by Bayer HG in Germany. This fiber has high room-temperature strength and stiffness and is reported to have remarkable strength retention and creep resistance at elevated temperatures. In addition, the SiBN3C version of this fiber develops a hexagonal BN layer under the conventional SiO2 oxidation product upon oxidation at 1,500°C (2,732°F), thus holding out the promise of producing a crack deflecting interface in situ.
Among the oxide ceramic fibers, single-crystal alumina fibers are much stronger than polycrystalline oxide fibers. Recent work on single-crystal fiber growth by Ali and co-workers (Sayir, 1993) reinforces this conclusion, particularly when pore-free fibers are drawn. The strengths of the polycrystalline oxide fibers are generally limited by processing defects or by the largest grains in the fibers. The strongest single-phase polycrystalline oxides at room temperature are the ones with the finest grain size and are generally fabricated from a sol-gel precursor. For example, the Nextel 610 fiber, which is a single-phase polycrystalline a-Al2O3 fiber with a grain size on the order of a 0.10 µm (0.004 mils) has a room-temperature strength of 3.0 GPa (430 ksi). Because of this fine grain size, however, this fiber has poor creep resistance.
Several of the commercially available oxide fibers are multiphase materials. For example, Nextel 312 fibers contain an amorphous phase along with mullite, and Altex fibers contain an amorphous phase and ?-Al2O3. Several oxide fibers incorporate a second crystalline phase. For example, PRD-166 fibers consists of a-Al2O3 and ZrO2, and Nextel 720 fibers are composed of a-Al2O3 and mullite. Although these fibers are not the strongest polycrystalline oxides available, the incorporation of secondary phases yields significant benefits in high-temperature creep and rupture resistance. The strength of multiphase oxide fibers could be increased with grain refinement.
TEMPERATURE AND TIME DEPENDENCE OFPROPERTIES OF NON-OXIDE FIBERS
Strength and Stiffness as a Function of Test Temperature
The strength and Young's modulus of “early” Nicalon and Tyranno fibers are shown in Figure 3-1 and Figure 3-2a, respectively. Note that the room-temperature strengths shown in Figure 3-1 are lower than in Table 3-1 because the fiber gauge lengths used in the strength test reported in Figure 3-1 were much larger than the standard one inch length used for the
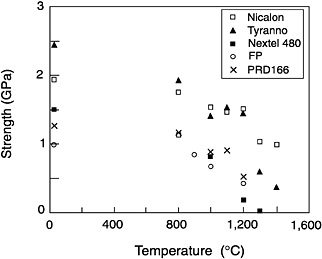
FIGURE 3-1 Strength vs. temperature of SiC-based fibers and oxide fibers. Source: Pysher et al., 1989.
TABLE 3-1 Commercially Available and Developmental Ceramic Fibers for CMCs
|
OXIDES |
|||||||||||||
|
Trade Name |
Manufacturer |
Composition (wt%) |
Density (g/cm3) |
Grain Size(µm)- Microstructure |
Diameter (µm) |
Fibers-Tow |
Process |
Elastic Modulus (GPa) |
Strength (GPa) |
CTE c (ppm/°C) |
Thermal Conductivity |
Electrical Conductivity |
Comments |
|
Fiber FP a |
DuPont |
> 99% a-Al2O3 |
3.92 |
0.5 |
20 |
200 |
slurry spinning |
380 |
1.38 |
~ 9 |
— |
— |
— |
|
PRD-166 a |
DuPont |
~80% a-Al2O3 ~20% ZrO2 |
4.2 |
0.5 (a-Al2O3) 0.1–0.3 (ZrO2) |
20 |
200 |
slurry spinning |
380 |
2.3 |
~ 9 |
— |
— |
— |
|
Nextel 312 |
3M |
62% Al2O3 24% SiO2 14% B2O3 |
2.7 |
< 0.5 mullite in glass |
10–12 |
740–780 |
sol-gel |
150 |
1.7 |
3 |
— |
— |
dielectric constant 5.2 at 9.375 GHZ |
|
Nextel 720 |
3M |
85% Al2O3 15% SiO2 |
3.4 |
< 0.5 a-Al2O3+ mullite |
10–12 |
— |
sol-gel |
260 |
2.1 |
6 |
— |
— |
dielectric constant 5.8 at 9.375 GHZ |
|
Nextel 550 |
3M |
73% Al2O3 27% SiO2 |
3.03 |
< 0.5 mm ?/d Al2O3+ glass |
10–12 |
— |
sol-gel |
193 |
2.0 |
5.3 |
— |
— |
dielectric constant 5.8 at 9.375 GHZ |
|
Nextel 610 |
3M |
0.2–0.3% SiO2 0.4–0.7% Fe2O3 > 99% a-Al2O3 |
3.88 |
0.1 |
14 |
390 |
sol-gel |
373 |
2.93 |
7.9 |
— |
— |
dielectric constant 9.0 at 9.375 GHZ |
|
Almax |
Mitsui Mining |
> 99% a-Al2O3 |
3.6 |
0.4 |
10 |
1,000 |
slurry spinning |
210 |
1.8 |
8.8 |
— |
— |
— |
|
Altex |
Sumitomo |
85% ?-Al2O3 15% SiO2 |
3.2 |
0.02 ?-Al2O3 in glass |
16 |
1,000 |
sol-gel |
193 |
2.0 |
7.9 |
— |
— |
— |
|
Saphikon |
Saphikon |
100% Al2O3 |
3.96 |
single-crystal a-Al2O3 |
125 |
mono filament |
edge defined film-fed growth |
470 |
3.5 |
9 |
— |
— |
developmental fibers |
|
NONOXIDES |
|||||||||||||
|
Trade Name |
Manufacturer |
Composition (wt%) |
Density (g/cm3) |
Grain Size(µm)-Microstructure |
Diameter (µm) |
Fiber Tows |
Process |
Elastic Modulus (GPa) |
Strength (GPa) |
CTE c (ppm/°C) |
Thermal Conductivity |
Electrical Conductivity |
Comments |
|
Nicalon NL200 |
Nippon-Carbon |
57% Si 31% C 12% O |
2.55 |
5nm ß-SiC in Si-O-C amorphous phase |
14 |
500 |
polymer pyrolysis |
220 |
3.0 |
— |
— |
(103–104 ohm-cm) |
1.4% elongation to failure |
|
Hi Nicalon |
Nippon-Carbon |
62% Si 32% C 0.5% O |
2.74 |
~ 10nm ß-SiC, C |
14 |
500 |
polymer pyrolysis |
270 |
2.8 |
— |
— |
(1.4 ohm-cm) |
1.0% elongation |
|
Hi Nicalon-S |
Nippon-Carbon |
68.9% Si 30.9% C 0.2% O |
3.10 |
~ 20 nm ß-SiC, C |
12 |
500 |
polymer pyrolysis |
420 |
2.6 |
— |
— |
(0.1ohm-cm) |
0.6% elongation, developmental fiber |
|
Tyranno Lox M |
Ube |
55.4% Si 32.4% C 10.2% O 2% Ti |
2.48 |
~ 2nm |
11 |
800 |
polymer pyrolysis |
187 |
3.3 |
3.1 |
— |
(30 ohm-cm) |
1.8% elongation |
|
Tyranno ZM |
Ube |
55.3% Si 33.9% C 9.8% O 1.0% Zr |
2.48 |
~2 nm |
11 |
800 |
polymer pyrolysis |
192 |
3.3 |
— |
— |
(10 ohm-cm) |
1.7% elongation, developmental fiber |
|
Sylramic |
Dow-Corning |
66.6% Si 28.5% C 2.3% B 2.1% Ti 0.8% O 0.4% N |
3.0 |
0.1–0.5 ß-SiC 0.05 TiB2 |
10 |
800 |
polymer pyrolysis and sinter |
380 |
3.2 |
5.4 (20–1,320°C) |
40 W/mK |
— |
developmental fiber |
|
SiBN(C) |
Bayer |
SiBN3C with 1–3% O |
1.8–1.9 |
amorphous |
8–14 |
300 |
melt spin polymer pyrolysis |
358 |
3.0 |
3.5 |
0.4 W/mK at 1,500°C |
insulating |
developmental fiber |
|
Tonen |
Tonen |
58% Si, 37% N 4% O, trace C |
2.5 |
— |
10 |
— |
polymer pyrolysis |
250 |
2.5 |
— |
— |
— |
— |
|
SCS-6 |
Textron |
SiC on C |
3.0 |
0.04–0.1 ß-SiC on C core |
140 |
mono filament |
CVD on C |
390 |
4.0 |
4.6 |
— |
— |
— |
|
UF SiC b |
University of Florida/3M |
SiC, l.17% O |
2.7 |
<0.05µm ß-SiC amorphous carbon |
10–12 |
120 |
dry spin polymer pyrolysis |
210–240 |
2.8 |
— |
— |
— |
developmental fiber |
|
a Discontinued by the manufacturer. b There is also a high modulus version of this fiber (E = 420 GPa) with a larger ß-SiC grain size (0.5 µm) and a higher density (~ 3.15 g/cm3). c CTE = Coefficient of thermal expansion. Data obtained from Baldus (1997), Hasegawa (1997), Lipowitz (1997b), Pysher and Tressler (1991), Sacks et al. (1997), Takeda (1996, 1997), Wilson (1997). |
|||||||||||||
TABLE 3-2 Selected Commercially Available Ceramic Fibers
|
Trade Name |
Prime Composition a |
1,000 Hour Maximum Use Temperature (°C) (rupture strength = 100 MPa) a |
1,000 Hour Maximum Use Temperature (°C) (rupture strength = 500 MPa) a |
Projected Applications |
Price |
|
Nicalon NL200 |
Si-C-O |
<1,300 |
<1,100 |
reinforcement in CMCs, projected application in turbine engine components and heat exchangers |
$1,250/kg for 1 kg to several hundred kg |
|
Hi-Nicalon |
Si-C |
<1,400 |
1,200 |
reinforcement in CMCs, projected application in turbine engine components and heat exchangers |
$6,900/kg for 1 kg to several hundred kg |
|
Tyranno Lox M |
Si-C-O-Ti |
n/a |
n/a |
n/a |
n/a |
|
Sylramic |
SiC, TiB2 |
>1,400 |
1,200 |
reinforcement in CMCs, projected application in turbine engine combustor liners |
$10,000/kg for <5 kg $8,500/kg for 5–50 kg $6,700/kg for > 50 kg |
|
Tonen |
Si-N-C |
n/a |
n/a |
n/a |
n/a |
|
SCS-6 |
SiC |
> 1,400 |
< 1,300 |
n/a |
$8,800/kg for 0.5–4.5kg $5,500/kg for > 90kg |
|
Altex |
Al2O3-SiO2 |
n/a |
n/a |
n/a |
$326/kg |
|
Nextel 312 |
Al2O3-SiO2-B2O3 |
n/a |
n/a |
flexible thermal insulation for furnace linings, seals and curtains, high-temperature sleeving, aircraft firewalls, ceramic composites, and hot gas filters |
$227/kg for <227kg $206/kg for 227–682 kg $187/kg for >682kg |
|
Nextel 610 |
Al2O3 |
950 |
850 |
reinforcement of CMCs, hot gas filters |
$1,100/kg for <455 kg $594/kg for >455 kg |
|
Nextel 720 |
Al2O3-SiO2 |
1,050 |
950 |
reinforcement of CMCs, hot gas filters |
$1,012/kg for <455 kg $550/kg for > 455 kg |
|
Almax |
Al2O3 |
n/a |
n/a |
||
|
Saphikon |
Al2O3 (single crystal) |
> 1,400 |
1,250 |
~ $66,000/kg |
|
|
a Source: DiCarlo and Dutta, 1995 |
|||||

FIGURE 3-2 (a) Young's moduli vs. temperature for SiC-based fibers. Each point represents the average of at least 10 tests. Error bars represent 95 percent confidence limits. (b) Young's moduli vs. temperature for oxide fibers. Each point represents the average of at least 10 tests. Error bars represent 95 percent confidence limits. Source: Pysher et al., 1989.
data presented in Table 3-1. 1 In the late 1980s, the Nicalon fiber was clearly superior to the Tyranno fiber.
Tensile strength as a function of temperature for some later SiC fibers is shown in Figure 3-3 (Misra, 1994). However, surprisingly few reports of fast fracture strength as a function of temperature for these and other recently developed nonoxide fibers are available. The trends in fast fracture strength of both oxide and non-oxide ceramic fibers as a function of temperature are given in Figure 3-4 (DiCarlo and Dutta, 1995). The SiC fibers produced by chemical vapor deposition (CVD) are clearly superior in fast fracture strength to most of the polymer-derived polycrystalline fibers. Low oxygen content, polymer-derived fibers (e.g., Hi-Nicalon) show higher strengths at high temperatures than the higher oxygen content polymer-derived fibers (e.g., Nicalon). The low oxygen content Tyranno and UF SiC fibers are expected to follow this trend. Although the Dow Corning Sylramic fiber is expected to exhibit good strength retention in the 1,000 to 1,300°C (1,832 to 2,372°F) range, no data are available in this temperature range. The Carborundum-sintered SiC fiber showed fast fracture strengths of ~800 MPa (120 ksi) at 1,400°C (2,552°F) in air and ~750 MPa (110 ksi) at 1,200°C (2,192°F) in air, thus retaining more than 90 percent of its roomtemperature strength (Tressler et al., 1995). This suggests that

FIGURE 3-3 Tensile strength vs. temperature of various SiC fibers. Source: Misra, 1994.
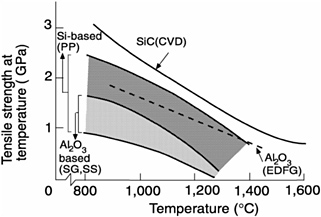
FIGURE 3-4 Fast fracture strength at temperature for commercial fibers based on silicon compounds and alumina. PP = polymer pyrolysis, SG = sol gel, SS = slurry spinning, EDFG = edge defined film growth, CVD = chemical vapor deposition. Source: DiCarlo and Dutta, 1995.
|
1 |
Ceramic materials often fail well below their inherent theoretical strengths as a result of critical flaws. For a given fiber thickness, a larger gauge length represents a larger volume of material and, therefore, an increased probability of a critical flaw, which results in a lower average measured strength. |
fully crystalline, near stoichiometric SiC fibers will show very little strength degradation between room temperature and 1,200 to 1,400°C (2,192 to 2,552°F).
Room-Temperature Strength and Modulus as a Function of Aging
The literature is rich with experimental data on the room-temperature strength of non-oxide fibers after exposure to high temperatures in air, inert atmospheres, and reducing atmospheres.
-
Aging studies (usually at high temperatures in an inert environment for short times) are often conducted to assess the effects of fiber pyrolysis temperatures on room-temperature strength.
-
The effects on fiber properties of exposure to composite fabrication conditions can be simulated by a relatively short exposure of fibers to high temperatures in an inert or reducing environment.
-
The effects of decomposition of polymer-derived fibers in long-term service in inert or reducing conditions can be simulated by long-term exposure to such environments at temperatures above the pyrolysis condition.
-
The effects of oxidation on the SiC, C, or Si-N-C phases have been simulated by short- to long- term exposure in air or oxygen.
Figure 3-5 is a general view of the effect of high-temperature exposure for one to ten hours in argon on the room-temperature strength of ceramic fibers. Polymer-derived fibers that contain some Si-O-C phase lose strength due to the decomposition of this phase to form gaseous SiO(g) and CO(g) at temperatures greater than or equal to the original pyrolysis temperature. This decomposition is accompanied by ß-SiC grain growth and the generation of pores within the fiber. This kind of degradation has been suppressed by heat treatments in CO (Bodet et al., 1996). The very low oxygen content polymer-derived fibers (e.g., ZE and Hi-Nicalon Type S) retain their strength much better than oxygen containing Si-based fibers after high-temperature exposure in argon (Figure 3-6 and Figure 3-7) because of the improved microstructural stability in

FIGURE 3-5 Room-temperature strength retention after short thermal exposure (one to ten hrs) of commercial silicon-based and alumina-based fibers. PP = polymer pyrolysis, SG = sol gel, SS = slurry spinning, EDFG = edge defined film growth, CVD = chemical vapor deposition. DiCarlo and Dutta, 1995.

FIGURE 3-6 Tensile strength of SiC fibers after heat treatment in argon for one hour. Source: Kumagawa et al., 1997.

FIGURE 3-7 Room-temperature tensile strength of SiC fibers after 10hour thermal exposure in argon. Source: Takeda, 1997.
FIGURE 3-8 Tensile strength of SiC fibers after aging for 10 hours at 1,550°C (2,822°F) in argon. Source: Lipowitz et al., 1997.
fibers that do not have a significant amount of Si-O-C phase. That is, reducing the oxygen content of SiC fibers increases their resistance to microstructural degradation associated with high-temperature exposure.
High temperature thermal exposure in argon shows very little affect on the room-temperature strength of the Dow Corning Sylramic fiber or the Carborundum fiber. Figure 3-8 shows the effect of thermal aging on the room-temperature strength of Sylramic fiber in comparison to other polymer-derived fibers.
Exposure of polymer-derived non-oxide fibers to air or oxygen can result in rather dramatic decreases in room-temperature strength (Figure 3-9 and Figure 3-10). In all cases, a passivating film of SiO2 is formed. In fibers containing large amounts of oxygen (e.g., 10 weight-percent O2), however, the SiO2 films contain bubbles and pores, presumably caused by CO generation. The decrease in room-temperature strength after oxidation has been related to the thickness of the SiO2
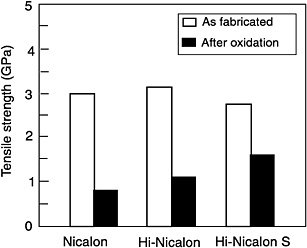
FIGURE 3-9 Tensile strength of SiC fibers after exposure for 10 hours in dry air at 1,400°C (2,552°F). Source: Takeda, 1997.
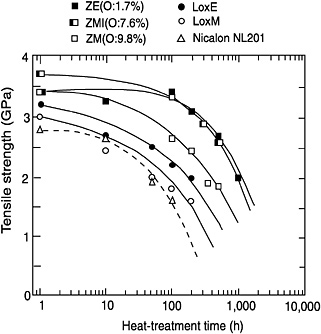
FIGURE 3-10 Tensile strength of SiC fibers after heat treatment at 1,000°C (1,832°F) in air. Source: Kumagawa, 1997.
film, suggesting that cracks in the oxide act as surface flaws that initiate fracture of the fiber. This theory is supported by findings that indicate removal of the oxide film restores the fiber strength to its original level (Parthasarathy et al., 1997). Recent results for Sylramic fibers also support this finding (Lipowitz, 1997b).
The reasons for the lower strengths of CVD SiC fibers after heat treatment have been debated for more than 25 years. For CVD fibers deposited on a carbon fiber core, the most likely explanation for the dramatic drop in strength is the melting and volatilization of free silicon in the fiber. However, larger grains of a-SiC have been found on some fracture surfaces after heat treatments at 1,500°C (2,732°F) and higher, suggesting that transformation of ß-SiC to a-SiC with accompanying exaggerated grain growth—is the cause of reduced strength.
The relatively new, amorphous Si-B-N-C fiber produced by Bayer has been reported to show promise for use at high temperatures. For example, it has been reported that the Bayer fiber has excellent thermal stability, remaining amorphous after extensive heat treatments of up to 1,800 °C (3,272°F) in an inert environment. This fiber is also unusually resistant to oxidation (for a non-oxide fiber), producing only a 1µm thick oxide film after 48 hours of exposure to air at 1,500°C (2,732°F) (Figure 3-11). Another interesting aspect of this fiber is the hexagonal BN (h-BN) interlayer that forms in situ under the SiO2 film. This interlayer appears to act as a crack deflector much the way a CVD BN film does (Baldus, 1997). However, the remarkable strength retention and creep resistance of the Bayer fiber

FIGURE 3-11 Structure of the diffusion barrier coating forming on oxidation at the surface of SiBN3C. Source: Baldus, 1997.
(as well as of the Tonen and University of Florida fibers) have not been verified and are not well understood. In view of its impressive thermal stability, however, this new material should be extensively researched.
Very little data in the literature relate room-temperature modulus values to aging history. Given that stiffness is a critical property for CMC engine applications (Chapter 2), research in this area is certainly warranted.
Thermal Conductivity (Diffusivity) and Electrical Conductivity (Resistivity) as a Function of Temperature and Aging History
Very little data in the literature deal with the influence of test temperature and aging history on the thermal conductivity and electrical conductivity of CMCs. The data on electrical resistivity in Table 3-1 suggest that the reduction in oxygen content in polymer-derived fibers reduces the resistivity so that the near stoichiometric fiber has a rather low resistivity. Narisawa and coworkers (Narisawa et al., 1995) have systematically studied the effects of heat-treatment temperature and measurement temperature (i.e., temperature at which electrical conductivity was measured) on the electrical conductivity of Nicalon fibers (Figure 3-12). They found that the dissociation of the Si-O-C phase during heat treatment leads to much higher electrical conductivity, which appears to be controlled by two different semiconducting paths, one of which is eliminated as the Si-O-C phase disappears. They also found that in the Si-C fibers (low or no oxygen) the highest resistivity corresponds to the stoichiometric SiC. Excess carbon or silicon creates lower resistivity paths in the microstructure (Figure 3-13).

FIGURE 3-12 Temperature dependence of electrical conductivity in heat-treated Si-C-O fibers. Source: Narisawa et al., 1995.
Creep Behavior of Non-Oxide Fibers and Effects of Heat Treatment, Oxidation, and Aging
Reviews by Tressler and DiCarlo (1993, 1995) cover the main features of creep behavior in non-oxide fibers, particularly SiCbased materials (Parthasarathy et al., 1997; DiCarlo, 1994). All crystalline and microcrystalline SiC-based fibers exhibit primary creep to very long creep times (> 1000 hrs). 2 Recent developments that have resulted in low oxygen content polymer-derived fibers and near stoichiometric or stoichiometric SiC fibers have dramatically improved the creep resistance of nonoxide fibers. These results are illustrated in a composite figure (Figure 3-14) using bend stress relaxation(BSR) 3 data obtained by Nippon Carbon and National Aeronautics and Space Administration (NASA) Lewis Research Laboratory (Parthasarathy et al., 1997). These test results are presented as a function of temperature for many of the commercially available and developmental fibers (the higher the m value the more creep resistant the material). The Carborundum fiber has the highest creep resistance (except for the annealed Hi-Nicalon S); the Hi-Nicalon S and the Dow Corning fiber follow. The highest ranked production fiber is Hi-Nicalon.
|
2 |
primary creep occurs after the initial elastic extension (or strain) of the material under load and continues until the creep rate reaches a steady state. Creep rate decreases asymptotically to the steady state rate in the primary creep region. |
|
3 |
The bend stress relaxation (BSR) technique involves forcing a fiber into a loop of radius (R0). After thermal exposure, a creep induced radius of curvature (R0) is observed in the fiber at room temperature. The salient parameter of the BSR test is the BSR ratio, m = 1 -R0/Ra. The higher the value of m, the more creep resistant the material. For a complete description of the BSR technique, see DiCarlo and Dutta, 1995. |
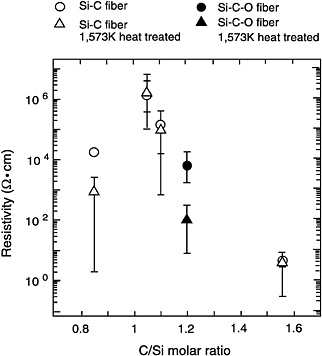
FIGURE 3-13 Relationship between electrical resistivity and C/Si molar ratio in Si-C fiber. Source: Narisawa et al., 1995.
Based on these results and extensive tensile creep tests on as-received and annealed fibers of several types (DiCarlo and Dutta, 1995; Yun et al., 1995a; Yun et al., 1995b; Yun et al., 1994), certain generalizations can be made about SiC-based

FIGURE 3-14 One-hour bend stress relaxation ratio of polymer-derived SiC fibers and other polycrystalline SiC and Al2O3 fibers. Source: Reprinted from Composites Science and Technology, Volume number 51(2), J.A. DiCarlo, Creep limitations of current polycrystalline ceramic fibers, Pp. 213–222. Copyright© 1994, with permission from Elsevier Science.
fibers produced by a given technique (e.g., polymer-derived vs. sintered vs. CVD). SiC grain size and volume fraction control the creep resistance. The composition and spatial locations and sizes of secondary phases also affect creep behavior. For example, in the Nicalon family, the Hi-Nicalon fiber is much more creep resistant than the Nicalon fiber because the Si-O-C secondary phase is essentially replaced with turbostratic (nongraphitic) carbon. If the SiC grain size is increased by annealing, the creep resistance increases. In fact, annealing for one hour at 1,600°C (2,912°F) in argon causes the Hi-Nicalon fiber to approach the creep resistance of the Carborundum fiber (Rugg et al., 1995). Similarly, the creep performance of experimental non-stoichiometric University of Florida fibers after annealing for one hour at 1,700°C (3,092°F) also approaches the performance of the Carborundum fiber. Increasing the volume fraction of ß-SiC to near stoichiometry, with a concomitant doubling of grain size, drastically increases the creep resistance of the Hi-Nicalon S fiber.
The Dow Corning and Carborundum fibers are comparable in terms of microstructure in the final product, except that the grain size of the Carborundum material is three to ten times the size of the Dow Corning fiber. The resultant creep resistance scales as one would expect for diffusional creep. The change in creep rate of the CVD-SiC has been quantitatively accounted for by the effects of grain coarsening on the diffusional creep rate (Lewinsohn et al., 1994).
However, a quantitative explanation for the observed creep rates across the various classes of SiC fibers remains
elusive. For example, the creep rate of the annealed Hi-Nicalon fiber is very similar to the creep rate of the Carborundum fiber although the grain sizes are 10 to 100 times larger in the Carborundum fiber. The CVD ß-SiC fibers have grain sizes on the order of 4 to 10 times larger than the Hi-Nicalon fiber, but creep rates are 10 to 100 times those of Hi-Nicalon. Lowering the boron content of the Sylramic fiber appears to improve creep resistance, but the effect has not been quantified.
Thus, fundamental questions remain about what controls the creep rates of SiC-based materials. What is the role of carbon, of solid solution dopants? Do the stacking faults in ß-SiC grains play a role? Is the a-SiC microstructure intrinsically more creep resistant? All of these questions remain to be answered.
Rupture Behavior of Non-Oxide Fibers in Oxidizing and Non-Oxidizing Environments and the Effects of Heat Treatment and Oxidation
The literature on creep rupture and stress rupture (time-to-failure at a given stress) is meager. Researchers at the NASA Lewis Laboratory have done comparative stress rupture studies of various SiC-based fibers in air and argon (Yun et al., 1995a). Figure 3-15 presents the data for the Dow Corning,

FIGURE 3-15 Rupture strength of SiC fibers in air (open symbols) and argon (closed symbols) at 1,200°C (2,192°F) (?) and 1,400°C (2,552°F)(?) Source: Yun et al., 1995a.
Carborundum, Hi-Nicalon, and annealed Hi-Nicalon (1,600°C [2,912°F], one hour, argon) fibers. The fibers generally performed better in air, except for the annealed Hi-Nicalon, in which the oxidation of internal porosity is thought to accelerate creep failure. Rugg et al. (1995) have shown that failure of the Carborundum fiber at these stress levels in the 0 to 100 hour time frame is caused by slow crack growth and not creep-induced damage. Although the Carborundum fiber has about 50 percent of the room-temperature strength of the other fibers, it has about the same 100 hour rupture strength at 1,400°C (2,552°F). The behavior of the other fibers appears to be controlled by creep-generated flaws at higher temperatures and lower stresses, with a regime of slow crack growth at lower temperatures and higher stresses.
Yun and DiCarlo (1996) have characterized the high-temperature rupture strength of ceramic fiber using the Larson-Miller formulation of thermally-activated rupture. For the rupture of SiC and Al2O3 based fibers, the average rupture strength (S) can be described as a function of a parameter q:
S = S (q) (1)
where q = T(logt + D) (2)
The parameter q is a function of fiber rupture time (t) and temperature T). Here D = log (?0) = 22 for the SiC and Al2O3 fibers in the high-temperature range where creep cavitation
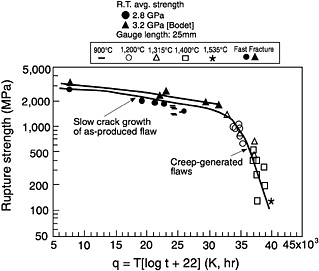
FIGURE 3-16 Thermal activation plot for Hi-Nicalon fast fracture and rupture strength in air. Source: Yun and DiCarlo, 1996.
controls failure (q > 32,000 for Nicalon SiC fibers; q > 20,000 for the polycrystalline oxide fibers), where ?0 is the activation time parameter (Yun et al., 1993).
Yun and DiCarlo merged the slow crack growth dominated regime and the creep-generated flaw controlled regime into a rupture plot for Hi-Nicalon using the q parameter, as described above (Figure 3-16) (Yun and DiCarlo, 1996). Thus stress rupture at various stresses and temperatures can be represented in one plot. Using the same approach, comparable

FIGURE 3-17 Thermal activation plots for average strength of as-produced SiC fibers. Source: Yun and DiCarlo, 1996.
data for Nicalon, CVD SCS-6, and a small diameter CVD SiC fiber by Textron (Ultra-SCS) can be presented with the curve for the Hi-Nicalon data (Figure 3-17). Over a significant range of temperatures and stresses (starting at 1,000°C [1,832°F] for ~1,000 hours) the performance of Hi-Nicalon is superior to SCS-6. However, the performance of Ultra-SCS is superior over the whole temperature range.
It should be noted that these comparisons are based on very small data sets that represent relatively short times. Future studies should focus on longer-term durability, particularly with coated fibers and in oxidizing environments. Rupture strength studies are needed for all non-oxide fibers.
The effects of oxidizing and non-oxidizing environments are included in the preceding discussion. In general, if the oxidation seals the fiber from gas-phase degradation (SiO and CO volatilization, for example), the oxidizing environment results in longer life than for comparably stressed fibers in an argon environment. If internal oxidation occurs, or, if dopant oxidation and/or rearrangement can occur, oxidation can be deleterious to the rupture life. The role of boron additives has not been thoroughly studied, but there is some evidence that boron degrades creep resistance and rupture strength. In general, the onset of measurable creep is accompanied by a degradation in rupture strength suggesting that improvements in creep resistance would lead to improvements in rupture resistance (as predicted by the Monkman-Grant relationship) (Tressler and DiCarlo, 1993).
The effects of aging have been included in the above data for Hi-Nicalon. However, no systematic study has been done of the effects of heat treatment or aging on the rupture strength
of other fibers. Furthermore, no data are available on the rupture strength of the Bayer Si-B-N-C fiber or the Tonen Si-N fibers at elevated temperatures.
Microstructural Stability
The dependence of room-temperature properties and, to a lesser extent, high-temperature properties on the pyrolysis temperature for polymer-derived non-oxide fibers is well documented and well understood in terms of amorphousphase decomposition and SiC and carbon grain growth. Many of these studies have been cited above. However, a fundamental understanding of the role of the carbon phase in the grain growth process and the creep process is still not complete. Similarly, the effects of and basic mechanisms involving dopants, such as boron, have not been systematically studied.
The CVD SiC fiber has been shown to undergo accelerated ß-SiC to a-SiC transformation under stress with exaggerated a-SiC grain growth (Giannuzzi et al., 1997). It has been suggested that the stacking faults in ß-SiC act as nucleation sites for this transformation, but no clear proof has been presented in the form of transmission electron microscopy. This raises the question of whether all ß-SiC-based fibers are subject to this potentially deleterious microstructural change.
Finally, the crystallization behavior of the remarkably stable Si-B-N-C fiber must be studied under anticipated service conditions in order to determine the limits of the material and to establish its comparative advantages or disadvantages over other non-oxide fibers.
TEMPERATURE AND TIME DEPENDENCE OF PROPERTIES OF OXIDE FIBERS
Strength and Stiffness as a Function of Test Temperature
Figure 3-1 illustrates the trends in tensile strength, as a function of temperature, for the small diameter ceramic fibers that were available in the late 1980s (Pysher et al., 1989). The tensile elastic modulus was also measured as a function of temperature (Figure 3-2a and Figure 3-2b). Data on fiber strength have been updated and generalized by DiCarlo and Dutta (1995) and are included in Figure 3-4. The stiffness properties of ceramic fibers are very similar to those of bulk ceramics with comparable microstructures (e.g., the elastic modulus of bulk glass-bonded mullite is similar to 3M Nextel 480 fiber).
Oxide-based polycrystalline fibers lose short-term strength (i.e., load is continually increased until failure) in the 1,200 to 1,300 °C (2,192°F to 2,372°F) range. These are fine grained oxide fibers that contain glass at the grain boundaries. Their strength, therefore, drops precipitously at elevated temperatures due to crystallization of the amorphous phase. The

FIGURE 3-18 Tensile strength as a function of test temperature for Nextel 610 and Nextel 720 single fibers (heated gauge length = 25 mm [ 1 in], overall gauge length = 220 mm [8.8 in]). Source: Wilson, 1997.
strength of the more recently developed Nextel 720 (multiphase alumina-mullite) fiber is well above the range indicated in Figure 3-4. A direct comparison of the fine grained alumina Nextel 610 and the multiphase Nextel 720 in terms of strength as a function of temperature is shown in Figure 3-18.
Room-Temperature Strength and Modulus as a Function of Aging History
The effect of short-term exposure (one to ten hrs) at various temperatures on the room-temperature strength of ceramic fibers is shown in f 3-5. 4 Oxide fibers were exposed in air; the non-oxides were exposed in argon. The oxide fibers lose strength after exposure to temperatures above 1,200°C (2,192°F), which is directly related to microstructural changes in the ceramic fibers when they are subjected to more severe thermal conditions than conditions imposed during processing. In the case of Nextel 312 (mullite in glass) fibers, for example, crystallization of the amorphous phase (that occurs at high temperature) is known to degrade strength. Furthermore, grain growth in fine grain Al2O3 fibers (e.g., Nextel 610 and Fiber FP) during exposure to high temperatures results in a loss of room-temperature strength.
Thermal Conductivity (Diffusivity) and Electrical Conductivity (Resistivity) as a Function of Test Temperature and Aging History
Little can be found in the literature concerning the effect of thermal aging history on the thermal conductivity (diffusivity)
|
4 |
Note that this measurement is useful for predicting the ability of a fiber to retain its strength after composite fabrication. In many cases, the most aggressive environment a fiber is exposed to is during composite fabrication. |
and electrical conductivity (resistivity) of ceramic fibers. In general, the monolithic ceramic oxides are poor thermal and electrical conductors, and, therefore, they are often used as thermal or electrical insulators (beryllium oxide is an exception in terms of thermal conduction). There is no reason to expect that the properties of the fibrous forms of these oxides will be substantially different from their bulk ceramic analogues. Thus, discussion of bulk ceramics also applies to these materials (Kingery et al., 1976).
Creep Behavior of Oxide Fibers
The creep behavior of ceramic fibers has been reviewed extensively by Tressler and DiCarlo (1993, 1995). For example, DiCarlo and coworkers have investigated the time dependent mechanical properties of ceramic fibers (Yun et al., 1995a, 1995b, 1994). Tensile tests on single fibers have been used to study creep, and the BSR technique has been used as a screening test to compare the creep behavior of various fibers (Sabol and Tressler, 1990).
Figure 3-19 shows creep curves at 1,090°C (1,994°F) with a tensile stress of 275 MPa (40 ksi) for several oxide fibers (Yun et al., 1995c). The curve labeled Nextel 85-15 represents an earlier form of Nextel 720. The curve labeled YAG represents the creep behavior of a polycrystalline yttrium aluminum garnet fiber made by General Atomics, which is in the research phase (none of these fibers are commercially available). Data shown in Figure 3-20 compares the creep behavior of several 3M Nextel fibers to other alumina fibers at various temperatures. The diffusional creep of the fine grain oxides is simply too high at temperatures above ~900 °C (1,652°F) to be useful. Second phase particles, however, were shown to reduce the creep rate of polycrystalline alumina significantly (e.g., Fiber FP compared to PRD-166) (Pysher and Tressler, 1992a). Preliminary studies of ceramic oxide fibers indicate that grain elongation holds promise for improving the creep resistance of these fibers.

FIGURE 3-19 Typical creep curves for polycrystalline alumina-based oxide fibers at 1,090°C (1,994°F) in air. Source: Wilson, 1997.

FIGURE 3-20 Creep rate of Nextel 720 compared to other commercial oxide fibers. Source: Wilson, 1997.
The Nextel 720 fiber has both a secondary phase and elongated grains incorporated into its microstructure. The (~55 volume percent) mullite is present primarily as needles surrounding the Al2O3 grains (~45 volume percent). Thus, the creep resistance of the Nextel 720 is better than for other oxide fibers. However, the use temperature under a 100 MPa (15 ksi) load (1 percent strain in 1,000 hrs) is lower than 1,200°C (2,192°F).
In Figure 3-21, BSR data (one hour) for several oxide fibers are compared, including the single-crystal alumina monofilament (Morscher et al., 1995).

FIGURE 3-21 One-hour bend stress relaxation ratio for directionally solidified eutectic YAG/alumina fibers grown by edge-defined film growth (EFG), for polycrystalline alumina-based fibers, and for c-axis sapphire fibers. Source: Morscher et al., 1995.
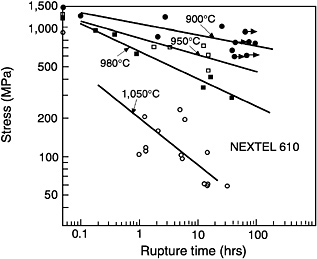
FIGURE 3-22 Stress rupture for Nextel 610 fibers. Source: Tressler and DiCarlo, 1993.
Rupture Behavior of Oxide Fibers and the Effects of Heat Treatment and Aging
Preliminary studies of oxide fiber creep rupture behavior have been summarized in review papers by Tressler and DiCarlo, and others (Kingery et al., 1976; Tressler and DiCarlo, 1993, 1995; Yun et al., 1994, 1995a, 1995b; DiCarlo and Dutta, 1995). At temperatures of 900 to 1,000°C (1,652°F to 1,832°F), the strength of polycrystalline oxide fibers degrades with long-time exposure to relatively high stress (> 500 MPa [75 ksi]), as shown for Nextel 610 fibers in Figure 3-22. This behavior suggests that the failure mechanism is slow crack growth of pre-existing (e.g., processing-induced) flaws. From 1,150 to 1,300°C (2,102 to 2,372°F), however, polycrystalline oxide fibers, such as Fiber FP and PRD-166, exhibit rupture times that are inversely proportional to their creep rates (Monkman-Grant relationship), which is indicative of creep damage-induced failure (Pysher and Tressler, 1992b). This may also explain the low-stress rupture of Nextel 610 at 1,050°C (1,922°F) (Figure 3-22) (Tressler and DiCarlo, 1993).
The 100-hour rupture strength of several polycrystalline and single-crystal oxide fibers are compared in Figure 3-23 (Yun et al., 1995c). It is apparent that not even the recently developed creep resistant polycrystalline oxide fibers have rupture strength after 100 hours of exposure to more than 1,200°C (2,192°F). Only Nextel 720 5 fibers have significant load bearing capability after 100 hours of exposure above 1,000°C (1,832°F).
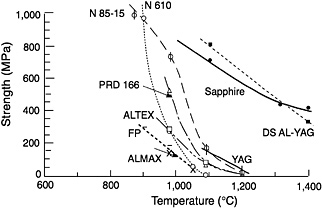
FIGURE 3-23 The 100-hour rupture strength of polycrystalline and monofilament alumina-based fibers. Source: Tressler and DiCarlo, 1995.
A plot of rupture strength vs. the q parameter (described above) for Nextel 720, Nextel 610, and Saphikon fibers is given in Figure 3-24. This figure shows failure by creep-induced flaws that arise in the high-temperature, low stress region and the slow crack of existing (processing-induced) flaws in the lower temperature, higher stress region. The multiphase Nextel 720 oxide fiber is clearly superior to the fine grain Al2O3 Nextel 610 at higher temperatures and longer exposure times, whereas the single-crystal Saphikon fiber is superior to both polycrystalline Nextel 610 and 720 fibers at high temperatures.
No extensive study of the effects of heat treatment or aging on the creep rupture behavior of oxide fibers has been undertaken. However, heat treatments that coarsen the microstructure, thereby improving creep resistance, should increase the rupture strength of polycrystalline oxides, as indicated by the Monkman-Grant relationship.

FIGURE 3-24 Thermal activation plots for average strength of asproduced Al2O3-based fibers at a gauge length of ~25 mm (1 in). Source: Yun and DiCarlo 1996.
|
5 |
Note that the Nextel 720 fiber was referred to as a N85-15 fiber during development and is often referred to that way in the literature. |
Microstructural Stability
Single-phase, fine grain oxide fibers experience grain growth at exposure temperatures above the final sintering/pyrolysis temperatures used during their fabrication. Fiber FP and PRD-166 can be dramatically weakened by heat treatments. This weakening is expected in all of the polycrystalline oxides being considered for CMC reinforcements. Although grain boundary crystalline phases and certain dopants that segregate the grain boundaries can suppress grain growth (Harmer, 1997), detailed studies of grain growth (on Nextel 720, for example) have not been published. Therefore, specific data relating heat treatment and grain growth to strength and creep rupture are not available.
PERFORMANCE CHARACTERISTICS COMPARED TO PERFORMANCE GOALS
Detailed comparisons of fiber properties and performance goals requires a knowledge of the thermostructural requirements for a CMC component (e.g., a combustor liner for an aircraft engine). At this early stage of component design and materials development, this information is either not known or it is proprietary. DiCarlo has attempted to use generic performance goals for the CMC material to identify minimum property goals for ceramic fibers. These property goals are sometimes expressed in terms of tensile overload stresses (which gives a goal for the fast fracture stress) or in terms of sustained service stresses.
In studies by Tressler and DiCarlo (1993, 1995), the target rupture strength and 1 percent creep strength defined for the best superalloy (PWA 1480 Ni-based superalloy) were compared to the corresponding data for fibers. Of the commercially available fibers, only Hi-Nicalon had a clear advantage over the superalloy when corrected to 20 volume percent fibers along the load axis. Developmental fibers, such as Hi-Nicalon S, Sylramic, and other non-oxide fibers, also promise to meet these minimum goals.
More recently, DiCarlo (1997) has compared ceramic composites to the best superalloy using the strength-to-density ratio versus the Larson-Miller parameter, q. In this analysis (Figure 3-25), the Nextel 720 fiber-reinforced composite is inferior to the metal in short-term fracture but comparable to the superalloy in long-term rupture. On this basis, the Hi-Nicalon fiber is superior to the superalloy except at short times and high stress levels, when fiber failure is dominated by slow crack growth.
Non-oxide fibers cause composites to be susceptible to oxidative degradation, particularly when the matrix is cracked. Thus, the limiting stress at the present time is the matrix cracking stress (on the order of 100 MPa [14.5 ksi]).
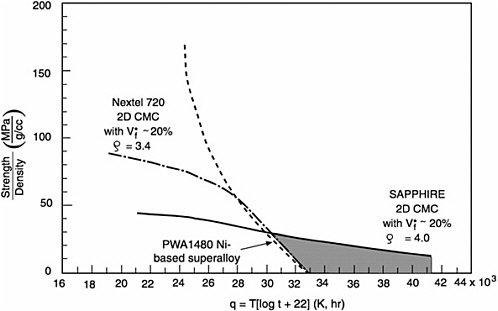
FIGURE 3-25 Comparison of optimum strength map of Al2O3 fiber-reinforced CMC with strength behavior of an advanced superalloy. Source: DiCarlo, 1997.
This means that until more oxidation tolerant matrix-interface-fiber systems are developed, service conditions will be rather limited for non-oxide fiber-reinforced CMCs. CMCs do have a large weight advantage over superalloys, however, as well as low observability to radar.
RECOMMENDATIONS AND FUTURE DIRECTIONS
Assessing the state of the art in ceramic fibers requires a thoughtful definition of performance requirements and comparisons of these requirements to current capabilities. Defining the state of the art also requires the rigorous characterization of available materials, particularly the properties that are relevant to CMC applications. Microstructural stability, stiffness (elastic modulus), and creep behavior, as a function of temperature and time at temperature in actual service environments, are the most critical fiber properties. Therefore, research should focus on determining these properties, including understanding microstructural and compositional relationships to these properties.
The Bayer Si-B-N-C fiber is reported to have impressive thermal stability (i.e., it remains amorphous at high temperatures) as well as excellent creep resistance (Baldus, 1997). To understand the performance capabilities of this material in terms of time, temperature, and stress conditions, however, the crystallization behavior of the Si-B-N-C fiber must be studied under anticipated service conditions. Continued study is also needed to establish its advantages or disadvantages in relation to other non-oxide fibers. Therefore, the committee recommends that detailed, high-temperature studies of the Bayer Si-B-N-C fiber, especially long-term durability studies, be done to verify preliminary results.
Fundamental questions about factors that control the creep rates of ceramic materials have not been answered. The effects of carbon and solid solution dopants on the creep rate of SiC materials need to be better understood. The role of intragranular stacking faults on ß-SiC creep rates should also be determined. Furthermore, a determination must be made as to whether the microstructure of a-SiC is intrinsically more creep resistant than the microstructure of ß-SiC. For oxide ceramics, the role of microstructure in controlling creep rate and creep rupture strength must be determined, particularly for multiphase microstructures.
The effects of thermal aging on creep rupture strength have been studied for the Hi-Nicalon, Dow Corning, and Carborundum fibers, but no systematic studies of the effects of heat treatment or aging on the creep rupture strength of more recently developed fibers, such as Hi-Nicalon S, and Sylramic, have been conducted. Furthermore, no creep rupture strength data are available for the Bayer Si-B-N-C fiber, the University of Florida SiC fiber, or Tonen Si-N fibers. Therefore the committee recommends that creep rupture studies be conducted on the Bayer, Sylramic, Hi-Nicalon S, UF-SiC, and Tonen Si-N fibers. These studies should include the effects of thermal aging and the effects of microstructure on creep behavior.
Creep and creep rupture in oxide ceramic fibers have been studied extensively by Tressler and DiCarlo (1993, 1995). However, no detailed studies of the effects of heat treatment or aging on the creep rupture behavior of oxide fibers have been done. These studies will be important in light of the fact that single-phase oxides experience grain growth that dramatically reduces the fiber strength at temperatures that exceed their fabrication (i.e., sintering) temperatures. It is, therefore, critical that the role of dopants and multiphase microstructures on in-service grain growth, and ultimately on creep rupture, as a function of temperature, be determined for oxide fibers. Studies should focus on creep rupture and the effects of heat treatment on polycrystalline oxide fibers.
Finally, there are essentially no data in the literature relating room-temperature modulus values to aging history. Because stiffness is a critical property for CMC engine applications, research should be done in this area.

















