
4
Manufacturing of and with Advanced Engineered Materials
ADVANCED ENGINEERED MATERIALS (AEMs) are high value-added materials that invariably perform better than conventional materials, yielding products that, for example, are lighter, have broader service temperature ranges, are multifunctional, or have better life-cycle performance. The added value may result from either more expensive components (e.g., fibers) or a sophisticated or difficult processing sequence. Such processing must produce materials that satisfy both the geometric and property demands of the application without degrading them. Hence, control of processing details and near net shape technologies become increasingly important. Where standard product forms do not exist, or the market for these materials is potentially specialized and limited, considerable capital investment or flexible manufacturing schemes will be needed to establish reliable, reproducible production capability.
This chapter focuses on the unique processing and manufacturing challenges and opportunities of AEMs. It presents examples of classes of engineered materials and considers the state of the art of processing science and simulation as well as the goals of design for manufacturability and economic modeling and projections. Future needs and directions are presented from the focus of advanced materials, since their use can introduce barriers to optimization outside the normal scope of manufacturing science and engineering. Also considered are needed research in materials science and engineering, the need for expanded and revised educa-
tional programs and objectives, and methods for better integrating materials-specific issues in manufacturing.
Engineering applications that challenge the capabilities of conventional materials are often best addressed by a host of AEMs, such as:
-
high-temperature structural materials (e.g., monolithic and composite intermetallics and ceramics),
-
high modulus materials (e.g., liquid crystal polymers and supermodulus copper-nickel periodic layered structures),
-
multilayered heterostructures (e.g., ternary/quaternary compound semiconductors, and silicon-germanium alloys),
-
advanced coatings (e.g., diamond films and electronic packaging), and
-
optical materials.
The scale of a material's structure may vary from macroscopic, as in fiber-reinforced composites or multiphase alloys, to molecular or atomic, as in multilayer semiconductors or copolymers. The inevitable presence of interfaces poses a unique set of challenges for both the producers of such materials and the manufacturers who process them. With fiber-reinforced composites, for example, understanding wetting and dispersion of fibers and concomitant interfacial reactions is critical to the design of manufacturing paradigms and prediction of system stability during use. In multilayer materials for electro-optic applications, whose properties stem directly from the ability to control and exploit processing parameters, controlling growth of pseudomorphic layers is not only integral to the manufacturing process, but is, in effect, the driver.
STATE OF THE ART
Issues of simulation and the scientific, engineering, and economic bottlenecks associated with AEMs, are examined in light of the following considerations:
-
stability of microstructure and interfaces throughout processing, manufacturing, and use;
-
lack of property and predictability data bases, and of appropriate institutional settings for disseminating such information;
-
existence of niche markets and boutique materials;
-
special processing requirements and manufacturing equipment, and transient and nonequilibrium processes;
-
need for flexible and accurate process control;
-
difficulty in identifying, measuring, and controlling critical parameters; and
-
safety, environmental, economic, and educational issues in manufacturing.
These issues are examined first from the perspective of materials processing and manufacturing and then in light of the educational and training infrastructure that supplies processors and manufacturers.
Materials Processing and Manufacturing
To illustrate the critical need to understand and control processing better in the production and use of AEMs, some critical aspects of the state of the art are identified for two broad classes of composite AEMs, polymeric and metal-based.
Polymer-Based Composites
Problems in processing polymer-based advanced materials, both in synthesis and in conversion to useful articles, stem largely from the heterogeneous nature of the materials. Composite structures are a well-recognized aspect of materials such as continuous fiber-reinforced thermosetting polymers. They are also present, though not as obviously, in many other advanced polymers. For example, a toughened thermoplastic for automotive bumpers may consist of a miscible blend of ductile amorphous polymer with a crystalline polymer (to add solvent resistance), blended immiscibly with an elastomer for toughening. As another example, liquid crystalline polymers are highly ordered within domains, but the macroscopic orientation of the domains depends strongly on the material's processing history.
The properties of all of these composite and compositelike materials are functions of the microstructure—that is, of the sizes, shapes, and arrangements of the component phases or materials— and are determined by the nature of, and forces at, the interfaces. Designing processes that will result in the desired microstrucrural and interfacial characteristics and behavior presents a unique challenge. Traditional methods, such as winding a continuous filament in a desired pattern and impregnating it with a low-viscosity thermosetting prepolymer, or laying up prepregs, are suitable only for a limited class of applications. It would be useful to
extend the above approach to thermoplastics to take advantage of the shorter fabrication cycles, increased toughness and repairability, and recyclability of scrap. However, the relatively high viscosity of thermoplastic matrix materials makes the wetting and impregnation of fiber bundles difficult, so that new manufacturing concepts are required to make these AEMs commercially viable.
Blend or alloy polymers, liquid crystalline polymers, and short-fiber reinforced thermoplastics are characterized by inability to control their microstructures during manufacture and processing into components. This situation is attributable in part to lack of understanding of the interrelationship between the materials' thermal and deformation history and their microstructure. Increased understanding in this area is essential for the invention of new processes and control mechanisms.
The sensitivity of specific properties to a material's microstructure also makes it difficult to predict resultant properties, even when the properties of the components are well known. Although this problem is most severe for ultimate properties, such as strength and elongation to failure, and for endurance properties, such as creep and fatigue, even the small strain properties, such as elastic moduli, are difficult to predict, particularly for design purposes.
Metal-Matrix Composites
Forming parts from metal-matrix composites (MMCs) customarily involves adapting methods that originally were developed for monolithic materials. Powder metallurgy and liquid/slurry casting, the two principal adaptations, are at best compromises that reflect constraints and options that include required performance, relevant properties, ease of process adaptation, and cost.
MMCs involve engineered macroscopic and microscopic arrays of two or more phases or materials that may not be in thermodynamic equilibrium, which often leads to interfacial instabilities. The result is that interfacial structural and chemical changes can occur rapidly in critical temperature-time conditions. In addition, neither property requirements nor processing methods are fully understood in relation to the detailed macroscopic and microscopic configuration of the multicomponent array and with the interfaces between the components in the array.
These considerations translate into several major concerns that must be resolved if MMCs are to become a major option for a broad range of manufactured products.
-
MMCs achieve unique properties through systematic combinations of different constituents with significantly greater processing complexity than is usually required for monolithic materials. The main concerns are structural (fiber-matrix) variables, property requirements, and processing options, including variables such as fiber composition, structure, relative dimensions and orientation in the matrix, nature and stability of bonding at the interfaces, and matrix mechanical and physical properties. These structure, property, and processing options form a three-dimensional matrix through which well-defined paths need to be identified to optimize properties and performance while controlling processing and structural complexity. For example, careful mapping may reveal that two or more presently used combinations are redundant, in which case a choice may be made on the basis of cost and manufacturability alone.
-
A fuller understanding is needed of how processing options upgrade or degrade the performance of MMCs. The properties of an MMC are optimized when a spatially uniform dispersion of oriented and undamaged fibers or whiskers is in intimate, bonding contact with a structurally and compositionally uniform metallic matrix having high (near theoretical) density. Such optimization is exceedingly difficult to achieve without favorable bonding characteristics between a dispersant and a matrix that have been thoroughly mixed. Good fiber/whisker wettability is an essential characteristic for an MMC processed by foundry methods.
-
Metal matrix-ceramic fiber combinations, whose potential for widespread use in manufactured products is promising, are currently optimized for in-service properties, but not for processability. Intrinsically poor fiber-matrix bonding/wettability is made acceptable only through complex, difficult-to-control processing steps, such as precoating fibers and/or alloying and premelting the matrix to improve its wetting characteristics. Both of these steps, which have been developed empirically, can degrade the physical and mechanical properties of the MMC, especially if excessive chemical interpenetration and structural alteration occur at the fiber-matrix interface.
Educational Infrastructure
Over the past several decades, a serious erosion of attention to materials processing in university materials engineering programs has been allowed to occur. Of the many factors that have contributed to this trend, two are relevant to the present discussion.
-
Growing emphasis in the literature on basic structure–property relationships has led to an increasing classroom and laboratory focus in this area.
-
Teaching of materials processing continues to focus primarily on traditional, mainly metallurgical practices. Processing of most of today's AEMs (metals, ceramics, polymers, electronic materials) relies on methods that are foreign to traditional metallurgical practice, and, therefore, are unfamiliar to faculty who do not have contact with industry.
In short, materials processing has lost ground in materials engineering education in terms of emphasis and technical timeliness. The timing of this lag is unfortunate because structure, properties, and processing are inseparably melded in AEMs, and the required processing is rarely a simple extension or adaptation of traditional processing methods.
VISION
The current trend is to look beyond the well-defined categories of materials such as metals, polymers, and ceramics. The materials of the future will be composites of all of these. Ceramic fibers are strengthening metal matrices; polymers, strengthened with woven fabrics, are providing radically new materials with improved strength and toughness and lower density. These techniques continually will be exploited and expanded.
Engineering is moving increasingly from simple use of those materials ' properties that can be found in a handbook to the customization of materials' properties for precise uses. This greater differentiation in composition or form from traditional practice can lead to more value added during fabrication. This often leads to composite structures. For example, the most sophisticated packages of very large scale integration (VLSI) chips are made from interpenetrating layers of metals, ceramics, and polymers, requiring advanced processing to create micro- and macrostructures designed to yield desired performance characteristics.
The key to success in this arena has been continuing development of composite materials and concomitant control of microstructures. One result has been that knowledge of materials and components has greatly expanded from the late 1950s to the present. An extensive knowledge base has been built in metals solidification, for example, allowing metal micro- and macrostructures to be correlated with both the solidification rates of alloy systems and the particular equilibrium thermodynamic relationships of a system
and its various kinetic coefficients. Although this knowledge is directly applicable to the solidification rate behavior of molten ceramic alloys, whose equilibrium thermodynamic and kinetic relationships have parameters and functional forms similar to those of the metal alloys, extension to more complex systems is not yet possible. This lack of a more sophisticated data base clearly inhibits exploitation of AEMs.
Versatile new processing methods for electronic materials— including plasma-enhanced etching and deposition, lasers and other high-energy beams, and high-energy radiation for photolithography — greatly increase packing density in integrated circuits and offer new possibilities for high-speed and optoelectronic devices. Submicron features made by electron beam, X-ray, and synchrotron radiation will permit the development of integrated circuits (ICs) that have many millions of transistors and capacitors properly interconnected on a silicon chip. The use of plasma-enhanced processes, flash lamps for annealing, high-pressure oxidation, ion implantation, and other advanced processing methods permits fabrication of semiconductor devices at much lower temperatures than is possible by more traditional means, leading to devices with smaller geometries and fewer defects. New crystal growth techniques, such as molecular beam epitaxy and organometallic chemical vapor deposition, which not only allow growth of multilayer heterostructures of compound semiconductors, but also the combination of silicon with III-V compounds (e.g., gallium arsenide and indium phosphide), are extremely promising for a variety of high-speed and optoelectronic devices and systems.
CHALLENGES
The progress in materials processing and development of new, complex systems, though impressive, has resulted largely from empirical research and nongeneric development, often separated by distance and philosophy from the production environment. Clearly, this must change.
An emphasis on manufacturing technologies will be critical in the early stages of any new materials development. Because processing affects every aspect of the properties of AEMs, processing methods should be integrated into design and development from the beginning. At the same time, to ensure that manufacturing steps do not degrade properties of AEMs, sensitivity to materials' properties should be explicitly integrated into design paradigms. Planning manufacturing steps so that final processing occurs during shaping and assembly,
for example, might reduce production costs. Indeed, the entire process, from understanding the applications and technical needs of the customer through design and manufacture, including timely distribution, must be integrated into a well-understood and coherent procedure. The challenge today is to achieve excellence in each of the activities involved in the design, development, production, and distribution of AEM-based products to customers. Excellent functional capabilities must be integrated with other capabilities in the manufacturing organization to achieve superior overall performance. The critical functions in an AEM company include:
-
acquisition and implementation of science and technology for AEM products and deep processes;
-
complete understanding of customer needs and, more broadly, of emerging markets;
-
superior production capabilities, including product and process design and implementation; and
-
effective organizations and systems for sales, service, and distribution.
Process Simulation and Modeling
Because the AEMs of the future will offer a broader range of microstructural and process options, process simulations will be needed to help select materials development and manufacturing pathways. Materials engineers must be able to explore a greater range of options and predict the linkages between processing conditions and material microstructure, and between that microstructure and the behavior of the material. Computer simulation offers an opportunity to assess competing development approaches while reducing the delay and cost associated with prototype construction and experimentation.
AEMs will be required to adhere even more closely to their performance thresholds, which will require tighter quality control. Production of such materials will rely on improved process control that is founded upon a deep understanding of the controlling parameters. Process simulation is one route to this understanding, with the goal of developing intelligent processing of materials (IPM) systems.
Process simulation can facilitate rapid prediction of materials characteristics (e.g., shape, microstructure, and residual stresses) as a function of processing parameters, which leads naturally to appropriate control strategies. A successful simulator must embody
the physics of the process in analytical, numerical, and heuristic models, using, where necessary, approximate solutions and precalculated results, and learning to increase system responsiveness. The simulator must run fast enough to hold the attention of the user through “ what if” analyses of process design and operational options. The models should be patterned after computer models that simulate aircraft flight and operation; they must be fast enough to give the user the feeling of controlling the process, and user interfaces should rely heavily on rapid, real-time graphics and permit, as required, system reconfiguration and analysis of process output data.
The processes used to produce AEMs involve a broad spectrum of physical phenomena, which must be incorporated into the simulator models. Available models usually focus on a limited subset of individual phenomena, which themselves may entail considerable approximation and computation. Because most real processes involve many phenomena operating simultaneously and synergistically, the challenge is to develop an integrated set of models of the materials system that operate fast enough for the proper functioning of a simulator. One way to increase simulation speed is to establish a hybrid modeling approach that combines precalculation with enhanced numerical models founded upon reduced-order models.
Process simulation for materials and process development for IPM implementation requires models that predict the evolution of microstructure. Prediction of the influence of thermal and fluid flow and deformation processing on residual stresses and microstructure is especially difficult because of the relative lack of sophistication of microstructural modeling and the difficulty of symbolically describing microstructural features.
Ideally, the process simulator should be usable in several modes to enhance material quality and speed the move from materials development to production implementation. It should be able to deduce directly the combined effect of materials design and process planning on product characteristics and the effects of these characteristics on properties. It also should be able to determine which process parameters and intermediate microstructural characteristics exert the greatest impact on materials properties and product quality, thus facilitating identification and ranking of sensor needs and formulation of intelligent control procedures. Finally, the simulator should aid in diagnosing on-line production difficulties and replanning to correct deviations from the intended process trajectory.
Knowledge-Based Systems
Superior AEMs are expected to result from the use of expert systems technology to integrate systematically processing knowledge and materials science. The success of the reasoning tools needed to integrate symbolic knowledge of materials design, process planning, and IPM will depend on the understanding of the underlying materials science and the logic of the problem-solving approach employed.
To date, only modest success has been achieved in applying knowledge-based systems technology to materials systems. Planning approaches based on artificial intelligence (AI) are being used to aid in the design of conventional alloys, as demonstrated by the Aluminum Alloy Design Inventor (ALADIN) system,1 jointly developed by Carnegie Mellon University and Alcoa Research Laboratories. Another achievement has been the use of expert systems concepts to incorporate symbolic process operator knowledge into the formulation of process control. Each of the above has demonstrated some success in either production or control, but not in more clearly delineating the formidable problems that remain.
More powerful expert systems are clearly needed to represent more expressively materials and process engineering knowledge and to facilitate operation of intelligent control systems. A major challenge is to build intelligent controllers that are capable of translating materials and process understanding and reasoning approaches into planning and control formulations that can be executed by computer programs.
Another challenge is related to the communication and display of scientific information. Materials scientists often use geometrical representations (e.g., graphs or pictures) to express phase relationships and microstructural and fractographic descriptions. Words and numbers cannot adequately express geometric information, and because AEMs incorporate an extremely wide spectrum of microstructural features that span several hierarchical levels, no single photograph or diagram can encompass them all.
Materials scientists can infer the succession of phases, as well as phase chemistry and volume fraction, by tracing the multidimensional pathway through phase and transformation diagrams, the most commonly used means of relating phase constituency and temperature dependence for complex alloys. Reasoning is performed by coupling the graphical thermodynamic and kinetic representation with other microstructural and experiential knowledge, with the aim of solving these problems and others that are sure to
emerge. Developing paradigms and software to facilitate efficient component manufacture has the ultimate goal of producing high quality materials that are free from damaging flaws, residual stresses, and microstructural abnormalities.
IPM is a powerful processing concept that promises to integrate fully process knowledge, models, sensors, and control technology. The successful IPM control system will use an AI-based controller to establish processing plans and coordinate operation of a conventional dynamic control system in order to provide consistent and logical processing plans and decision making throughout the cycles of materials development and production implementation.
Development of such intelligent control relies on advances in understanding of materials processing, AI-based planning, and control technology. Determination of materials' microstructures, residual stress states, and processing pathways and identification of related reasoning strategies are all within the province of materials scientists and process engineers. These factors need to be reduced to a coherent generic format before an intelligent control design can be developed and the necessary software implemented.
Sensors
A critical part of IPM systems is sensors that provide highly detailed macroscopic information on dimensionality, position in space, shape, velocity and acceleration, global and local temperature, and compositional distribution, as well as on any number of other physical, chemical, electrical, optical, and magnetic properties. One multisensor approach using large, reliable, reproducible data bases mimics human operators to provide guideposts for integrating interrelated factors. For example, multiple sensors might provide information on forces, temperatures, and acoustic emission responses that can be processed in one or more ways (e.g., neural networks or parallel processors, least square regression fits to operating algorithms, or data handling by group methods), each intended to predict heuristically the value of a dependent variable from sets of independent variables.
Examples can be given of the role of sensors in the intelligent processing of AEMs. Piezoelectric transducers currently are used to pulse, receive, and process three independent, ultrasonic velocity components to provide in-process evaluation of the fiber-volume fraction, void content, degree of cure, and residual stresses of pultruded composites of fiber strands in a polymeric resin. When all bath control parameters and their interdependencies are fully established, quality improvement presumably will follow. Similarly,
positional and mechanical sensors serve the multiple roles of process variable, control sensor, and recipient of encoded data and— with a laser beam—perform multilayer laser sintering to produce unique, controllable, and variable properties in turbine blade retrofitting applications. For less routine sensor applications (e.g., very high-temperature materials, unique combinations of materials with vastly different properties, and requirements for property controls at the atomic or molecular level), the technological barrier continues to be the lack of sufficiently predictable and controllable rule-based or knowledge-based systems to interface with existing and emerging sensors.
Technical Cost Modeling
Producers of AEMs must (1) understand the needs and desires of materials users and (2) provide desired products at the lowest possible cost. Although they seem simple in theory, these problems are ambiguous and difficult to solve in practice.
For example, the value of performance characteristics and the costs of achieving them are often not clear even to materials users. Moreover, explicit trade-offs, such as initial cost versus density versus stiffness versus service life, often are not well defined. Finally, numerous trade-offs and interactions among product design, raw material, and process will determine the cost of production once market needs become clear.
Methodological approaches to these problems, though still imperfect, have proved useful. One technique, multi-attribute utility analysis, has been used successfully to analyze the technical and economic trade-offs implicit in the materials selection process. Another, an engineering-based approach called technical cost modeling, uses computer simulation to determine the cost of producing components by alternative processing methods.
Here is one common formulation of the materials selection problem: Given a set of materials X, each possessing properties x, select the material Xi that, when used in product Y, gives the product the best set of characteristics Z*(x). The ease with which this problem can be stated belies the complexity of the computation required to solve it. The problem divides naturally into two parts. The first treats the problem of relating the materials properties, x, to the performance characteristics of the product, Z(x). Though at present it may not be possible to characterize every performance characteristic of a product in terms of its constituent material, in general this part of the problem may be satisfactorily solved through
a variety of engineering and economic analyses. The second part of the problem cannot be addressed so easily. Though engineering science is a remarkably complete tool for estimating the performance of a product as a function of its materials properties, it is illequipped to determine the best set of characteristics Z*(x). This latter problem can be grouped with a large class of decision analysis problems, termed multiobjective problems, that are characterized by the requirement that several objectives (or criteria) must be realized through a single course of action. In the case of the above problem, the selection of material X must lead to a best set of product performance characteristics that satisfy a potentially wide range of objectives.
The critical feature of this problem (and multiobjective problems in general) is that the values of the decision maker must be incorporated explicitly into the decision calculus. Only in extremely specialized circumstances can the best selection be made without an explicit treatment of the preferences of the decision maker. This point can best be demonstrated by a specific example of technical cost modeling (Figure 4-1). Suppose three alternative materials may be used to make an automobile body panel. A panel made of material A would cost $10 to make and weigh 5 pounds; a panel made of material B would cost $8 to make and weigh 8 pounds; a panel made of material C would cost $9 and weigh 8 pounds. If the objective of materials selection is to reduce cost and weight, which material should be used?
Examination of the alternatives reveals that material C should never be used if it is always better to reduce cost and weight. Any panel made of material C could be made at less cost and at
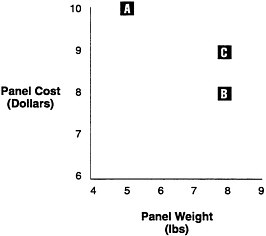
FIGURE 4-1 An example of technical cost modeling.
the same weight using material B. In the language of multiobjective problems, material C represents a “dominated solution” (i.e., other solutions are unqualifiedly better).
Of the remaining alternatives, material A offers low weight at high cost, and material B provides low cost at high weight. These alternatives are said to constitute the set of “nondominated solutions,” solutions that, when compared to other members of the nondominated set, have characteristics that are at least as good and at least one characteristic that is better. Many other characteristics will have to be built into such a model to justify the use of expensive (boutique) materials, particularly if performance trade-off is an option.
Technical cost modeling is an extension of engineering process modeling, with particular emphasis on capturing the cost implications of process variables and economic parameters. With cost estimates grounded in engineering knowledge, critical assumptions, such as processing rates and energy and materials consumption, interact in a consistent, logical, and accurate framework for analysis. Technical cost models can variously be used to:
-
establish direct comparisons between process alternatives;
-
assess the ultimate performance of a particular process; and
-
identify limiting process steps and/or parameters, and determine the merits of specific process improvements.
Consider the results of a preliminary analysis, using technical cost modeling, of making a printed circuit board with an MMC. Currently, most high-powered avionics circuit boards are fabricated around a highly conductive core to facilitate heat removal, which must occur through the circuit board itself. Substituting for the current materials (usually copper-clad Invar (CIC) or copper-clad molybdenum (CMC)), an MMC such as graphite-reinforced aluminum could reduce the weight of the board without an appreciable loss in heat removal capability. To estimate the potential costs of such a board, a probable manufacturing process stream was developed and an associated technical cost model was used to explore the effects of manufacturing yield on the competitive position of the MMC-core board. The problem with manufacturing these boards is the low yield associated with laminating onto the metal core. The cost model was specifically designed to assess the effects of yield on the total cost of the board. As Figure 4-2 shows, the MMC board system must demonstrate yields on the order of 80 percent or higher to compete with the current CIC boards. Consequently, no such boards are being produced.
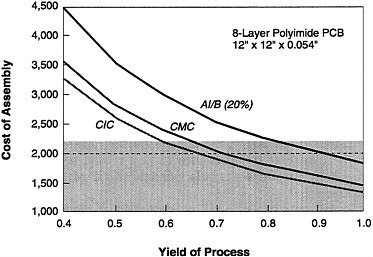
FIGURE 4-2 Cost of assembly versus yield of circuit boards with cores copper-invar, copper-molybdenum, and aluminum-graphite.
Such economic models of both materials and associated processing are clearly critical for maximizing the usefulness of AEMs.
RESEARCH NEEDS
Research needs in AEMs fall into three overlapping areas: materials-specific problems, (2) issues of integration, and (3) barriers to understanding resulting from inadequate education and training.
Materials
There is a pressing need for materials-specific research, particularly on the relationships among synthesis, processing, properties, and performance. Research in polymers, for example, should be directed at problems of fairly general or wide applicability, problems that, by their nature, will require the application of a variety of scientific and engineering disciplines. Examples include pultrusion with high viscosity thermoplastic matrices, effects of flow fields on discontinuous fiber orientation, and dispersion and adhesion of immiscible polymer melts.
The complex multiphase-flow conditions associated with the casting of MMCs, which limit exploitation of potentially low-cost foundry methods of manufacturing, also need to be studied. Mol-
ten MMCs, which may carry a 30- to 50-percent volume burden of fiber with a high aspect ratio, are very complex multiphase fluids whose dynamics and hydraulics differ significantly from those of molten monolithic alloys. Although these multiphase parameters are well developed and understood in the chemical processing industry, their adaptation to the foundry processing of MMCs is primitive at best. Research is needed to ascertain how existing hydraulic models can be applied and what new, more complex models are required.
The casting of slurries containing mixed solid and liquid metal and solid dispersed fibers, and the injection molding of a liquid matrix in molds containing long-fiber preforms, where penetration and partial solidification occur simultaneously, pose even more difficult problems. Both of these complex fluid flow processes, which are now treated empirically, will have to be better researched and modeled before they can be used successfully with MMCs.
Further, it is not obvious that the adaptation of powder metallurgy and foundry processes, the current methods of choice, to the manufacture of MMCs is most compatible with flexible manufacturing operations. Possible alternatives include liquid infiltration into long-fiber windings, tape methods analogous to those used for polymeric matrix materials, and vapor methods, including infiltration of fiber in vapor form into a porous matrix and infiltration of matrix vapor into a fiber preform. These and more radical processing approaches should first be modeled, then explored in the laboratory. Promising options could then become pilot studies.
Similar problems in the previous generation of AEMs (e.g., single crystal nickel-based superalloys) were solved by using interactive temperature and position sensors to extend empirical research to process models and control. Because property data are lacking, especially in multilayered heterophase structures for electrooptical applications, current problems tend to be much more complex.
In the future, it will be necessary to be able to design the microstructure to obtain a given set of properties and then design materials processing techniques to yield the desired parameters. Innovation in process development, using fundamental principles, will be needed to gain this objective. Methodologies for designing microstructures and processes to generate materials with desired properties must be developed as an academic discipline and taught to future engineers and scientists.
Integration
A focus on processing science is needed to create predictor maps to illustrate graphically the interdependence of materials, processing, manufacturing, performance, and cost. In addition, process models for representing thermodynamic and kinetic considerations need to be developed and integrated with realistic expert systems. Research is required to develop process modeling tools that relate processing conditions to materials characteristics and materials characteristics to materials properties and product quality. This research must yield a common modeling basis that can be exploited by simulations of disparate physical phenomena in order to arrive at better models of complex (fluid/heat) flow. The key to the success of this research is microstructural modeling and improved descriptions of microstructure. In a scientific climate that is marked by discontinuity between observation and theory, it is critical to extract maximum understanding from observed system behavior. Such is the case for materials processing, where data are extracted continuously from processing operations. It is clear that this expanding body of information can only be exploited through the use of expert systems.
Education and Training
Educational goals in materials processing and manufacturing science must be reformulated at both the undergraduate and graduate levels. The current lack of emphasis on fundamental processing principles and their relevance to the manufacture of products presents a problem over virtually the entire spectrum of AEMs, from composites to multilayer materials to electronic materials and beyond. A new focus on processing is needed, taught in one or more course sequences, to couple expanded knowledge bases in solid- and liquid-state diffusion, reaction kinetics, fluid flow, and other essential areas to a set of systematic manufacturing-oriented processing principles and practices that apply over a range of AEMs.
An alternative, or perhaps complementary, approach is the development of teaching factories. These joint ventures by academe, industry, and government would provide facilities for realistic materials manufacturing and processing experiments, which would undoubtedly lead to improved simulators, models, and controllers. The goal of this type of program would be to inculcate in students and practitioners the intellectual elements of an interdisciplinary manufacturing environment sufficient to educate them
in new materials developments and manufacturing techniques. Individual teaching factories might be organized around particular state-of-the-art engineered materials technologies, reflecting the priority applications of the academic, industrial, and government partners.
The teaching factory concept might be extended to create a facility for rapid prototyping of advanced designs for or with AEMs or applications. The National Submicron Center at Cornell University and the Metal Oxide Semiconductor Implementation System (MOSIS) at the University of Southern California, for example, were initiated to support the fabrication of integrated circuit (IC) designs prepared at any university. The Submicron Center fabricates advanced electronic and optical structures by molecular beam epitaxy and e-beam submicron lithography. MOSIS, funded by the Defense Advanced Research Projects Agency, provides access to semiconductor process lines for fabricating IC designs in metal oxide semiconductor (MOS) technology for a given set of design rules that are updated frequently as the technology evolves. Designs are fabricated and shipped to their designers within weeks of receipt. The MOSIS program is said to have trained a new generation of IC designers. Yet another example is the Instrumented Factory Gear Center at the Illinois Institute of Technology, which is exploring new ways to produce, usually through machining, precision gears made of both conventional materials and AEMs. Materials properties are considered initially, and education and training are focused objectives of the program.
A host of similar opportunities can be envisioned for other AEMs and applications. For example, research programs currently exist that are aimed at producing flexible manufacturing cells and designing new materials and products. Creating a way to couple these design efforts and fabrication opportunities would greatly accelerate the use of new technologies and make more effective use of existing capital assets. A teaching factory might provide widespread access to rapid prototyping of designs for and with AEMs, and realistic, challenging products for flexible manufacturing cells. The resources of such a facility could be applied to a variety of materials processes such as: electrolysis of interface-dominated copper-nickel laminates (supermodulus materials), potentially useful in printed circuit boards or structural applications; new, dieless forming processes driven by computer-aided design (CAD) data typified by commercially available systems for plastic parts; compound semiconductor (e.g., gallium arsenide), molecular beam epitaxy (MBE), metal oxide chemical vapor depo-
sition, or elemental semiconductor MBE systems (silicon and germanium), including, for the fabrication of semiconductor and structural products, an ultrahigh current implanter for oxygen and nitrogen; flexible turning or machining; and laser ablation requiring a facility capable of fabricating films from a broad class of materials systems, which provides a fertile field for new designs with dissimilar materials.
Although new facilities could be established as teaching factories, it would be advisable initially to test processes that could operate in existing facilities. Funding a facility to provide fabrication services would benefit the facility by providing data that could minimize process setup time and enable facility designers to assess factors such as design manufacturability. The installed MBE machines at university, industrial, and government laboratories, advanced IC processing lines such as those at SEMATECH, and the flexible turning/machining cells at university productivity centers are examples of existing teaching facilities, many of them very new as a result of university instrumentation programs and state efforts to create centers of manufacturing excellence.
The payoff from expanding such facilities and applying the teaching factory concept will be designers temperamentally geared to exploit AEMs early. The goal is to use untapped brainpower to fuel the discovery process in the hope of realizing new electronic and optical devices and new structural materials.
Research Guidelines
Research directed at improving understanding and promoting the use of advanced engineered materials should be guided by the following considerations:
-
An early focus on integration of materials and processing requirements must be part of any manufacturing scheme.
-
The effects of processing—both to produce the material and to produce the product—on subsequent properties and performance should be modeled and experimentally verified.
-
Advanced structural and nonstructural materials, because of their unique micro- and macrostructures and ability to achieve highly desirable properties, should be central to the development of new manufacturing paradigms.
-
Specific research needs include predicting and understanding interfacial and structural stability through processing and manufacturing steps, developing better process simulation methods that ac-
-
count for the microstructure of the material, applying appropriate AI and knowledge-based systems, particularly for processing, and obtaining real-time interactive control sensors.
-
Manufacturing needs must be explicitly included in education and training materials for scientists and engineers. Toward this end the development of teaching factories to achieve some goals is highly recommended.
NOTE
1. ALADIN—The Aluminum Alloy Design Inventor is an AI system that aids in the design of new alloys. The system uses traditional, rule based, qualitative methods as well as quantitative calculations. It applies both Abstract Planning and Least Commitment Decision Making.
The problem of discovering a new alloy may be viewed as a search in the variable space defining an alloy. The initial state is a “root” alloy whose functional behavior is to be modified by altering the composition and processing. ALADIN uses symbolic reasoning to develop an abstract plan for the alloy design. This abstract plan contains decisions about the general microstructural features of the alloy to be designed as well as the alloying elements present and the processing methods uses. These quantitative decisions generate constraints on the quantitative decisions that are made later. A least commitment approach is taken to quantitative decisions, ranges of values are used as far as possible rather than single values. Determining whether these ranges and all the other constraints have a feasible region, i.e., if they can all be satisfied simultaneously, gives a criterion for the need for replanning.
Declarative structured representations are used for metallurgical data and concepts. The knowledge base contains information about alloys, products and applications, composition, physical properties, process methods, microstructure, and phase diagrams. The microstructure of alloys is described by an enumeration of the types of microstructural elements present along with their characteristics. This allows a representation of both qualitative and quantitative knowledge about the microstructure.
The methods developed in ALADIN forms a necessary basis and framework for future efforts focusing on specific aspects of materials design. For further detail see: “The Architecture of ALADIN: A Knowledge Based Approach to Alloy Design,” by Hulthage, Farinacci, Fox and Rychener. IEEE Expert August 1990, pp. 56-73.




















